WERSJA 2.5.0
6. 9. 2022Nowy generator obrysów Arachne
Przez lata strategią stosowaną przez PrusaSlicer podczas generowania obrysów było przesunięcie konturu obiektu za pomocą linii ekstruzji o stałej szerokości. Powodowało to problemy w różnych przypadkach, zwłaszcza podczas drukowania cienkich ścian, tekstu lub logo.
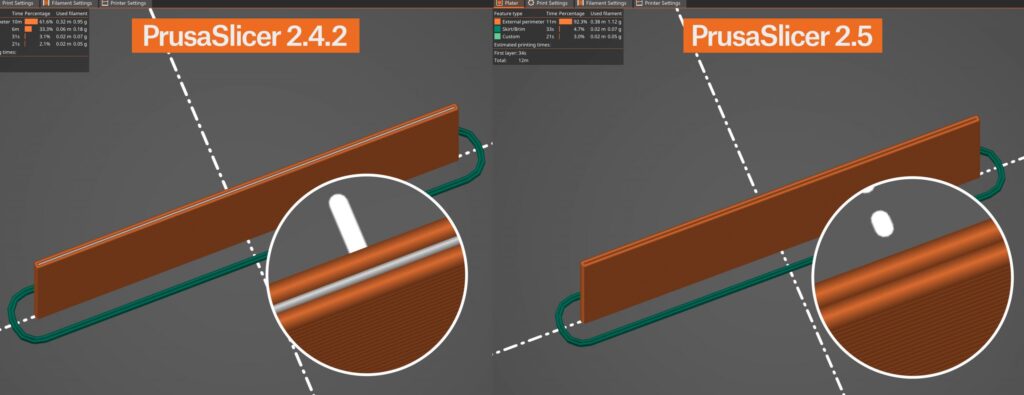
Twórcy Cury zaimplementowali niedawno nową strategię o nazwie Arachne opartą na pracy [Kuipers et al., 2020]. Generator Arachne tworzy pętle obrysów i wypełnienia szczelin o zmiennej szerokości wytłaczania. Mówiąc prościej, automatycznie generuje obrysy szersze lub cieńsze w zależności od potrzeb. Jest to ogromna zmiana! Wcześniej stworzenie ściany, która miałaby szerokość dokładnie 2 obrysów było prawie niemożliwe. A teraz? Jeśli tylko grubość ścianki jest zbliżona do 2 obrysów, PrusaSlicer zajmie się resztą.
Nowe podejście pozwala uzyskać ładniej wyglądające wydruki z mniejszą ilością artefaktów. Znacznie zmniejszyła się ilość wypełnianych szczelin, czyli niewielkich ekstruzji używanych do wypełniania malutkich przestrzeni między obrysami, co również przekłada się na skrócenie czasu drukowania.
Obsługa formatu plików STEP
Od tego wydania PrusaSlicer jest w stanie importować pliki STEP, czyli format szeroko stosowany do wymiany danych modelowania 3D. Zwracamy uwagę, że model jest teselowany podczas importu, a algorytmy cięcia działają na wynikowej siatce trójkątów, czyli model nie jest cięty analitycznie.
Do odczytu plików STEP wykorzystujemy platformę programistyczną Open CASCADE Technology (OCCT). Jest to jądro CAD używane również np. przez FreeCAD czy KiCad. Dziękujemy @Open-Cascade-SAS za utrzymywanie otwartego źródła. Sama implementacja importu została przeniesiona z BambuStudio – dzięki @bambulab.
Wypełnienie Lightning
Wypełnienie spełnia podwójną rolę – zapewnia sztywność konstrukcji i podtrzymuje górne warstwy. Gdy sztywność strukturalna nie jest potrzebna, dzięki nowemu wypełnieniu Lightning, które jest zoptymalizowane do podtrzymywania tylko górnych powierzchni, można zaoszczędzić wiele materiału i czasu drukowania. Wypełnienie Lightning generuje rozgałęzioną strukturę, która staje się coraz gęstsza czym bliżej górnych powierzchni, aby je niezawodnie podtrzymywać.
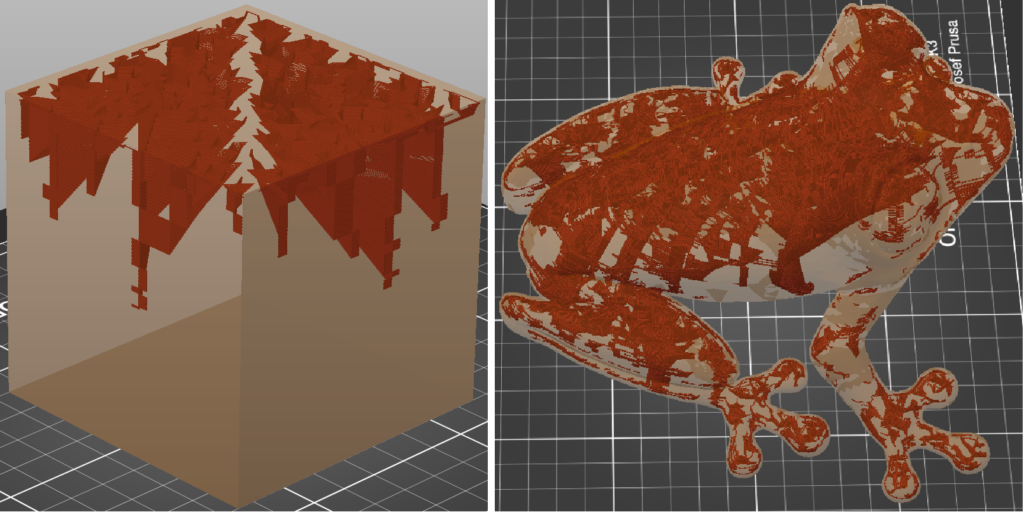
Wypełnienie Lightning jest oparte na pracy [Tricard et al., 2019]. Podobnie jak generator obwodów Arachne, przeportowaliśmy wypełnienie Lightning z Cury – ponownie dziękujemy za utrzymanie Cury jako open source.
Ulepszone rozmieszczenie szwów na podstawie widoczności
Od tej wersji algorytm rozmieszczania szwów preferuje regiony, które nie są w ogóle widoczne z zewnątrz modelu lub są zasłonięte z większości kierunków. Nowy algorytm widoczności jest stosowany dla szwów ustawionych na “Najbliższy” lub “Wyrównany”.
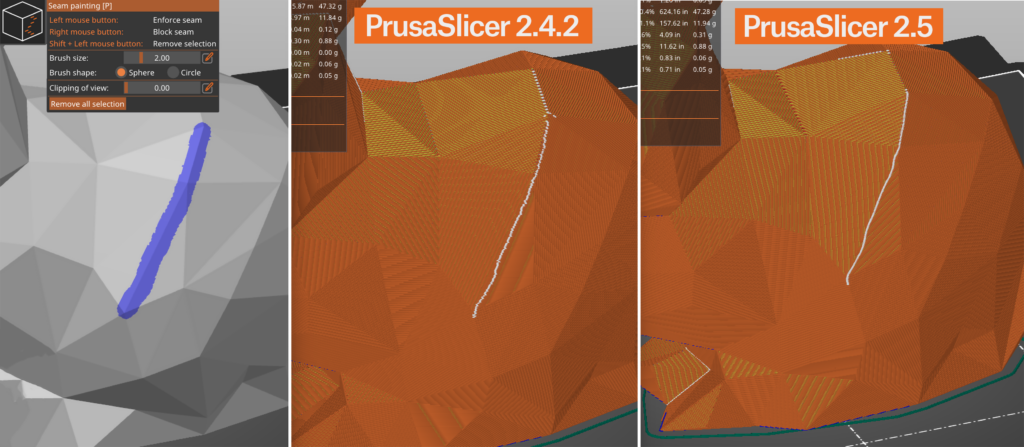
Ponadto, gdy używane jest malowanie szwów i ustawiona jest opcja “Wyrównany”, wynikowa linia szwu próbuje wykryć ostrą krawędź w malowanym obszarze i przyciągnąć się do niej, co prowadzi do gładszych linii wzdłuż ostrych krawędzi. Poprzednie wersje nie wykrywały ostrych krawędzi w tym scenariuszu.
Ponadto nowy algorytm dąży do uzyskania możliwie długich i równych szwów na gładkich powierzchniach, podczas gdy poprzedni algorytm często generował rozłączone losowe fragmenty na takich powierzchniach.
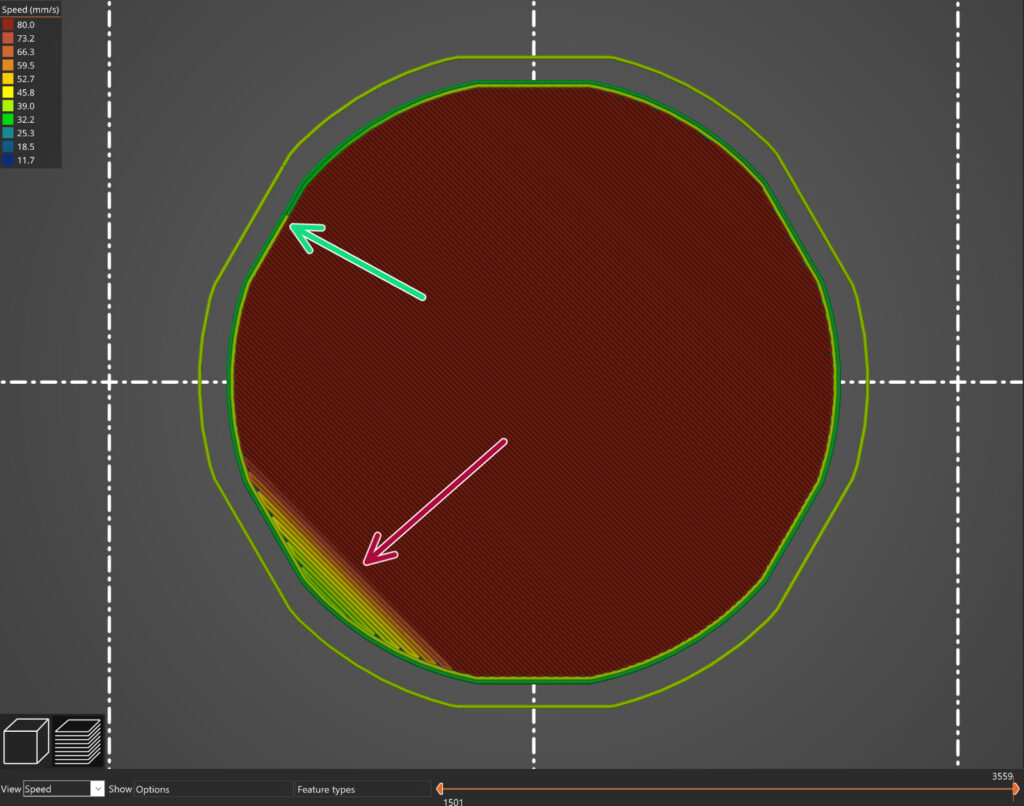
Korektor ciśnienia
Drukarka 3D FDM składa się z układu kinematyki i układu wytłaczania. Podczas gdy układ kinematyki uwielbia płynnie przyspieszać i zwalniać, aby zredukować wibracje, ekstruder chciałby wytłaczać w stałym tempie, aby uzyskać najlepszą konsystencję. Niestety oznacza to, że optymalne warunki układu kinematyki stoją w konflikcie z układem wytłaczania.
Ekstrudery typu Bowden są szczególnie wrażliwe na zmiany ciśnienia, ze względu na luz w rurce Bowdena i nie są w stanie wiarygodnie odtworzyć gwałtownych zmian w szybkości wytłaczania. Korektor ciśnienia wygładza nagłe zmiany prędkości pomiędzy dwoma cechami (np. pomiędzy wypełnieniem i obrysami) i redukuje artefakty spowodowane gwałtownymi wahaniami ciśnienia w ekstruderze.
Przed przejściem z szybszego obrysu wewnętrznego do wolniejszego obrysu zewnętrznego, korektor ciśnienia zwalnia stopniowo na końcu obrysu wewnętrznego, aby osiągnąć tempo wytłaczania obrysu zewnętrznego. Podobnie, przy przejściu z obrysu zewnętrznego do wypełnienia, początek wypełnienia jest spowalniany do prędkości obrysu zewnętrznego, po czym następuje stopniowe przyspieszanie.
Nowa drukarka i profile materiałów
- Dodaliśmy profile do Creality Ender-3 Neo oraz Ender-3 S1 Plus
- Dodaliśmy pakiet Elegoo (drukarki Neptune)
- Dodaliśmy nowe drukarki Creality (Ender-3 V2 Neo, Ender-3 Max Neo, CR-10 SMART Pro
- Dodaliśmy pakiet Infinity3D
Wiele poprawek błędów i mniejszych usprawnień
- Miniatury G-Code mogą być teraz eksportowane w formatach JPG i QOI (do tej pory obsługiwane były tylko miniatury PNG).
- Drążenie SLA zostało zoptymalizowane i jest teraz znacznie szybsze. Różnica jest szczególnie widoczna na większych modelach, gdzie drążenie może być nawet 10x szybsze niż wcześniej.
- Oszacowanie czasu SLA zostało poprawione i jest teraz bardziej dokładne dla SL1S. Dodatkowo w ustawieniach drukarki dodano opcję “Czas tiltu przy dużej lepkości”, dzięki czemu oszacowanie czasu jest poprawne dla drukarek obsługujących oddzielne ustawienia czasu pochylania dla materiałów SLA o dużej lepkości.
- Specyficzne dla OSX: możliwe jest teraz wysyłanie plików G-Code do OctoPrint przy użyciu certyfikatów z podpisem własnym.
- Naprawiono błąd podczas używania zaznaczania prostokątem z otwartym uchwytem przecinania.
- Specyficzne dla Windows: okno z prośbą o wysłanie informacji o systemie wyświetlane podczas uruchamiania nie wyskakuje już w przypadku, gdy połączenie internetowe nie jest dostępne.
- Naprawiono awarię podczas korzystania z automatycznego obracania w przypadku niektórych modeli.
- W przypadku rozmieszczania modeli w trybie druku sekwencyjnego, czasami mocno naruszana była pożądana wolna przestrzeń wokół ekstrudera.
- Naprawiono migotanie kolorowych prostokątów w legendzie w samodzielnej przeglądarce G-Code Viewer.
- W przypadku użycia wieży czyszczącej, gdzie nie ma rzadkich warstw, pierwsza warstwa mogła być zbyt cienka i doprowadzić do niepowodzenia wydruku.
- Specyficzne dla OSX: skrót Cmd+M powinien teraz minimalizować aplikację zgodnie z oczekiwaniami, przywracanie aplikacji za pomocą “Wyświetl wszystkie okna” działa.
- Przycisk “Odłącz od ustawień systemowych” (w sekcji Ustawienia -> Zależności) nie znikał po kliknięciu. Ponadto odłączenie profilu drukarki od profilu systemowego powodowało przerwanie renderowania niestandardowego modelu stołu zarówno dla profilu nadrzędnego, jak i dziedziczącego. Oba problemy zostały już naprawione.
- Naprawiono bardzo rzadki problem, który powodował generowanie G-Code z kropkami zamiast przecinków (powodowany nieprawidłowymi ustawieniami lokalnymi w jednym z wątków).
- Specyficzne dla Windows: poprawiono wykrywanie uszkodzonego pliku konfiguracyjnego PrusaSlicer.ini. Bardzo rzadko z jakiegoś nieznanego powodu PrusaSlicer.ini jest częściowo lub całkowicie wypełniony binarnymi zerami, najprawdopodobniej z powodu przerwy w zasilaniu lub błędu w sterowniku dysku twardego.
- Specyficzne dla OSX: podczas próby otwarcia pliku G-Code za pomocą opcji “przeciągnij i upuść” lub “Otwórz za pomocą”, G-Code Viewer zgłaszał rozszerzenie pliku jako nieznane, gdy PrusaSlicer nie był jeszcze uruchomiony.
- Szacunkowe zużycie filamentu było nieprawidłowe podczas korzystania z MMU. Ruchy ładowania i rozładowywania nie były prawidłowo uwzględniane, co prowadziło do znacznie wyższych szacunków niż w rzeczywistości. Problem dotyczył tylko pola “Info o cięciu”, statystyki na końcu G-Code były poprawne.
- Naprawiono awarię podczas zmiany skali okna lub zmiany trybu kolorów (Windows, OSX). To powinno naprawić niektóre błędy występujące podczas przenoszenia okna PrusaSlicer pomiędzy dwoma monitorami itp.
- Naprawiono niezamierzone usunięcie zaznaczenia po zmianie i potwierdzeniu ustawień specyficznych dla obiektu.
- Zmiana ustawień specyficznych dla obiektu powodowała nieprawidłowe wstawienie dwóch zrzutów cofania/powtarzania czynności.
- Niektóre opcje konfiguracji zawsze pokazywały się jako zmodyfikowane w profilach dziedziczonych z profilu —default—.
- Naprawiono awarię po naciśnięciu klawiszy Ctrl+A podczas malowania, edytowania punktów podpór SLA lub otworów drenażowych.
- Specyficzne dla Linuxa: naprawiono awarię podczas potwierdzania wartości w modyfikatorze wysokości.