VERSIONE 2.5.0
6. 9. 2022Nuovo generatore di perimetri Arachne
Per anni, il metodo di generazione dei perimetri utilizzato da PrusaSlicer è stato quello di sfalsare il contorno dell’oggetto con una linea di estrusione di larghezza costante. Ciò causava problemi in vari casi, soprattutto quando si stampavano pareti sottili, testi o loghi.
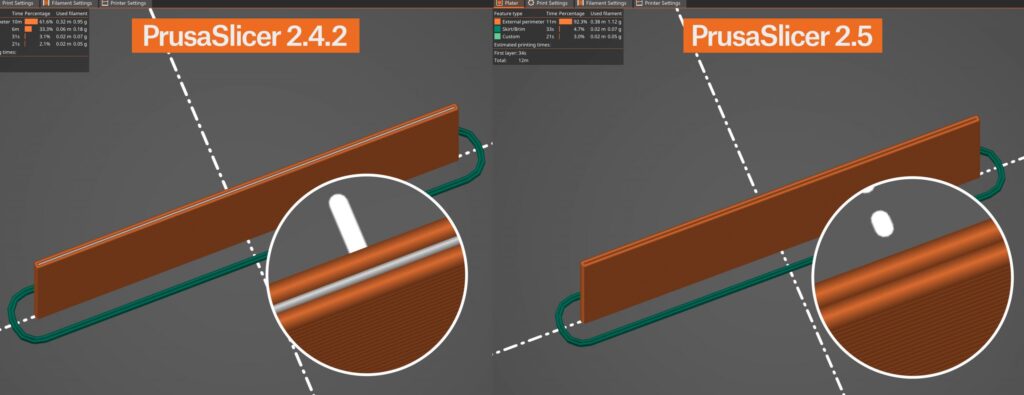
Gli sviluppatori di Cura hanno recentemente implementato un nuovo metodo, denominato Arachne, basato sull’articolo [Kuipers et al., 2020]. Il generatore Arachne produce loop perimetrali e riempimenti di spazi vuoti con una larghezza di estrusione variabile. In poche parole, rende automaticamente i perimetri più larghi o più sottili a seconda delle necessità. Si tratta di un cambiamento importante! In precedenza, era quasi impossibile creare una parete che si adattasse esattamente a due perimetri. Invece adesso? Finché lo spessore della parete è abbastanza vicino ai 2 perimetri, PrusaSlicer si occuperà del resto.
Il nuovo approccio produce stampe dall’aspetto più gradevole e con meno artefatti. Si osserva una significativa riduzione del riempimento degli spazi vuoti, piccole estrusioni utilizzate per riempire gli spazi tra i perimetri, con conseguente riduzione dei tempi di stampa.
Per saperne di più leggi il nostro articolo
Supporto del formato file STEP
A partire da questa versione, PrusaSlicer è in grado di importare file STEP, un formato ampiamente utilizzato per lo scambio di dati di modellazione 3D. Si noti che il modello viene tassellato al momento dell’importazione e gli algoritmi di slicing operano sulla maglia triangolare risultante, cioè il modello non viene processato analiticamente.
Per leggere i file STEP utilizziamo la piattaforma di sviluppo Open CASCADE Technology (OCCT). Si tratta di un kernel CAD utilizzato anche da FreeCAD o KiCad. Ringraziamo @Open-Cascade-SAS per averla mantenuta open-source. L’implementazione stessa dell’importazione è stata portata da BambuStudio, un ringraziamento va a @bambulab.
Riempimento Lightning
Il riempimento ha un duplice scopo: fornire rigidità strutturale e sostenere le superfici superiori. Nel caso in cui la rigidità strutturale non sia indispensabile, si risparmia molto materiale e tempo di stampa con il nuovo riempimento Lightning, ottimizzato per sostenere solo le superfici superiori. Il riempimento Lightning genera una struttura ramificata che diventa progressivamente più densa verso le superfici superiori per sostenerle in modo affidabile.
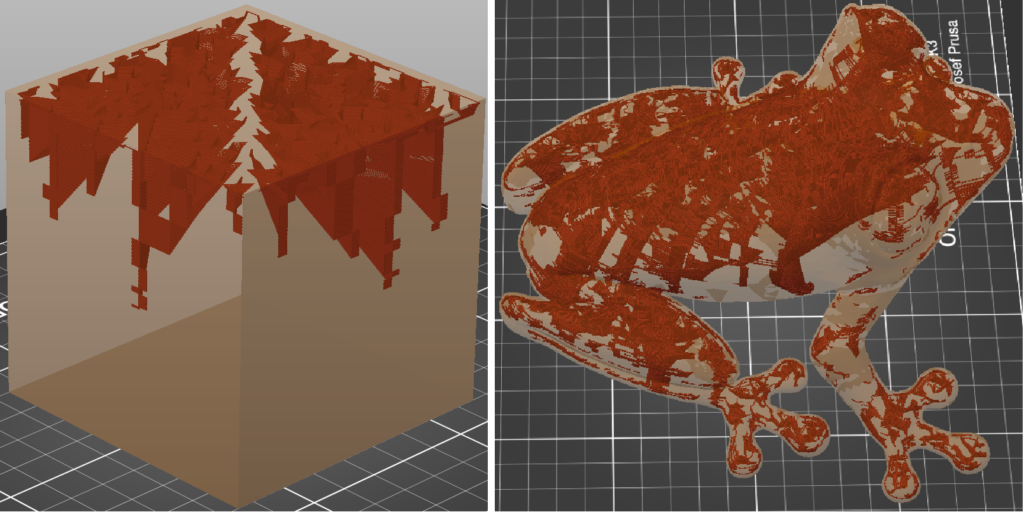
Il riempimento lightning è basato su uno studio [Tricard et al., 2019]. Come per il generatore di perimetri Arachne, abbiamo portato il riempimento Lightning da Cura, grazie ancora per aver mantenuto Cura open source.
Per saperne di più leggi il nostro articolo
Miglioramento del posizionamento delle giunzioni in base alla visibilità
A partire da questa versione, l’algoritmo di posizionamento delle giunzioni preferisce le regioni che non sono visibili dall’esterno del modello o che sono nascoste dalla maggior parte delle direzioni. Il nuovo algoritmo di visibilità viene applicato per le giunzioni impostate su Vicino o Allineato.
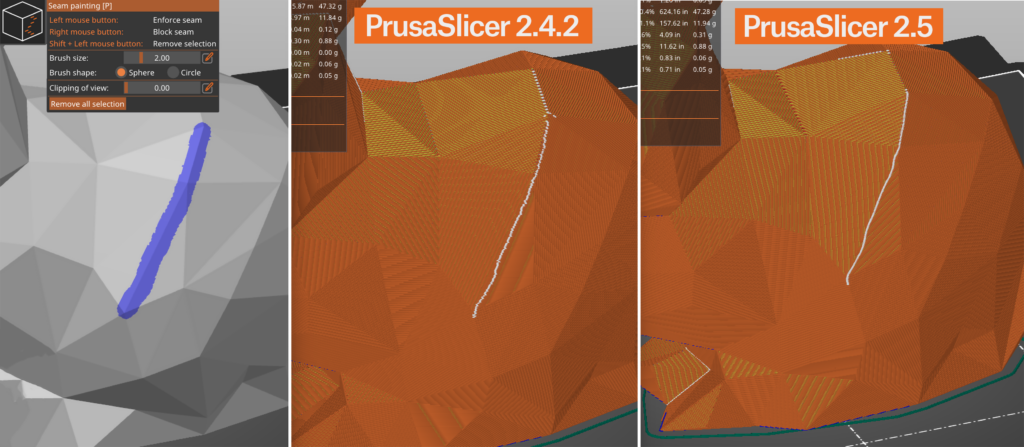
Inoltre, quando si utilizzano cuciture dipinte e si imposta ‘Allineato’, la linea di cucitura risultante cerca di trovare un angolo acuto nell’area dipinta e di agganciarsi ad esso, ottenendo linee più uniformi lungo lo spigolo acuto. Le versioni precedenti non rilevavano lo spigolo vivo in questo scenario.
Inoltre, il nuovo algoritmo cerca di produrre giunture possibilmente lunghe e lisce su superfici lisce, mentre il vecchio algoritmo produceva spesso bit casuali sconnessi su tali superfici.
Equalizzatore di pressione
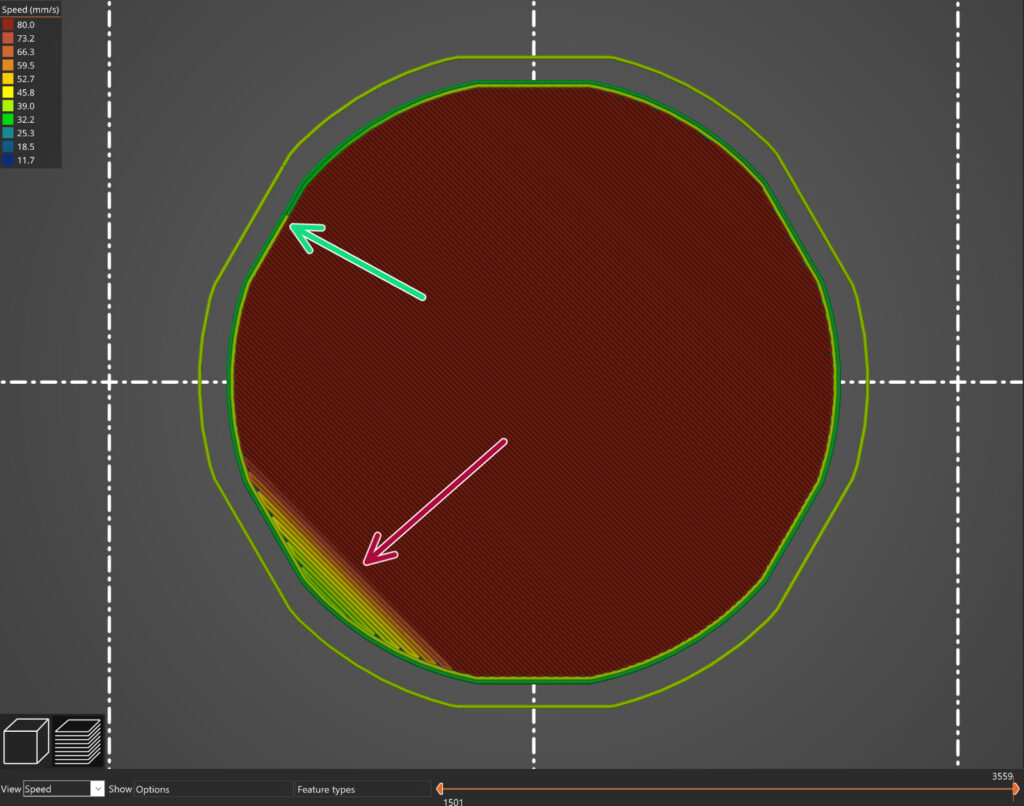
Una stampante 3D FDM è composta da un sistema di movimento e da un sistema di estrusione. Mentre il sistema di movimento ama accelerare e decelerare dolcemente per ridurre le vibrazioni, l’estrusore ama estrudere a una velocità costante per ottenere la migliore consistenza di estrusione. Ciò significa, purtroppo, che le condizioni ottimali del sistema di movimento e dell’estrusore sono in conflitto.
Gli estrusori di tipo Bowden sono particolarmente sensibili alle fluttuazioni di pressione e, a causa dell’allentamento del tubo Bowden, non sono in grado di riprodurre in modo affidabile le variazioni rapide della velocità di estrusione. L’equalizzatore di pressione attenua le variazioni improvvise di velocità tra due elementi (ad esempio, tra la stampa del riempimento e dei perimetri) e riduce gli artefatti di stampa causati da fluttuazioni rapide della pressione dell’estrusore.
Prima di passare da un perimetro interno più veloce a un perimetro esterno più lento, l’equalizzatore di pressione rallenta gradualmente alla fine del perimetro interno per raggiungere la velocità di estrusione del perimetro esterno. Allo stesso modo, quando si passa dal perimetro esterno al riempimento, l’inizio del riempimento viene rallentato alla velocità del perimetro esterno e accelerato gradualmente.
Nuovi profili per stampanti e materiali
- Aggiunti i profili per Creality Ender-3 Neo e Ender-3 S1 Plus
- Aggiunto il pacchetto Elegoo (stampanti Neptune)
- Aggiunte nuove stampanti Creality (Ender-3 V2 Neo, Ender-3 Max Neo, CR-10 SMART Pro
- Aggiunto pacchetto Infinity3D
Numerose correzioni di bug e piccoli miglioramenti
- Le miniature dei G-Code adesso possono essere esportate nei formati JPG e QOI (finora erano supportate solo le miniature PNG)..
- Il processo di svuotamento SLA è stato ottimizzato ed è ora significativamente più veloce. La differenza è particolarmente evidente sui modelli più grandi, dove può risultare fino a 10 volte più veloce di prima.
- La stima dei tempi SLA è stata migliorata ed è ora più precisa per SL1S. Inoltre, è stato aggiunto “Tempo di inclinazione ad alta viscosità” nelle impostazioni della stampante, in modo che la stima del tempo sia corretta per le stampanti che supportano un’impostazione separata del tempo di inclinazione per i materiali SLA ad alta viscosità.
- Specifico per OSX: è ora possibile inviare G-Code a OctoPrint utilizzando certificati autofirmati.
- Corretto un arresto anomalo quando si utilizza un rettangolo di selezione con il comando taglia aperto.
- Specifico per Windows: La finestra di dialogo che chiede di inviare le informazioni di sistema mostrate all’avvio non viene più visualizzata se la connessione a Internet non è disponibile..
- Corretto un arresto anomalo quando si utilizza la rotazione automatica con alcuni modelli specifici.
- Quando si utilizza la disposizione in modalità di stampa sequenziale, a volte la distanza desiderata dall’estrusore viene violata in modo eccessivo.
- Corretto lo sfarfallio dei rettangoli colorati nella legenda del Visualizzatore di G-Code stand-alone.
- Quando si utilizza una torre di pulitura senza strati radi, il primo strato potrebbe essere troppo sottile e rovinare la stampa.
- Specifico per OSX: La scorciatoia Cmd+M dovrebbe ora ridurre a icona l’applicazione come previsto, mentre il ripristino dell’applicazione utilizzando “Visualizza tutte le finestre” funziona..
- Quando si fa clic sul pulsante “Stacca da preset di sistema” nella sezione Dipendenze di un profilo, il pulsante non scompare. Inoltre, il distacco di un profilo di stampante da un profilo di sistema interrompeva il rendering del modello del piano personalizzato sia per il profilo genitore che per quello figlio. Entrambi i problemi sono stati risolti.
- Corretto un problema molto raro che portava alla generazione di un G-Code con virgole al posto dei punti decimali (causato da un’errata impostazione dei locali su uno dei thread).
- Specifico per Windows: miglioramento del rilevamento del file di configurazione PrusaSlicer.ini danneggiato. Molto raramente, per qualche motivo sconosciuto, PrusaSlicer.ini è parzialmente o completamente riempito di zeri binari, molto probabilmente a causa di un’interruzione di corrente o di un bug nel driver del disco rigido.
- Specifico per OSX: Quando si cercava di aprire un file G-Code utilizzando il trascinamento o l’opzione “Apri con”, il visualizzatore G-Code segnalava l’estensione del file come sconosciuta quando PrusaSlicer non era già in esecuzione.
- La stima dell’utilizzo del filamento non era corretta quando si utilizzava MMU. Le mosse di carico e scarico non venivano considerate correttamente, il che portava a una stima molto più alta della realtà. L’errore riguardava solo la casella “Informazioni slicing”, mentre le statistiche alla fine del G-Code erano corrette.
- Corretto un arresto anomalo quando si ridimensionano le finestre o si cambia la modalità di colore (Windows, OSX). Questo dovrebbe risolvere alcuni crash anomali che si verificano quando si sposta la finestra di PrusaSlicer tra due monitor, ecc.
- Corretta la deselezione involontaria dopo la modifica e la conferma delle impostazioni specifiche dell’oggetto.
- La modifica delle impostazioni specifiche dell’oggetto inseriva erroneamente due istantanee di annullamento/ripristino.
- Alcune opzioni di configurazione venivano sempre visualizzate come modificate nei profili ereditati dal profilo —default—..
- Corretto un arresto anomalo quando si preme Ctrl+A durante l’uso di uno strumento pittore o la modifica dei punti di supporto SLA o dei fori di drenaggio.
- Specifico per Linux: Corretto un arresto anomalo quando si confermava un valore nel modificatore di intervallo di altezza..