VERSIÓN 2.5.0
6. 9. 2022Nuevo generador de perímetros Arachne
Durante años, la estrategia que utilizaba PrusaSlicer al generar perímetros era compensar el contorno del objeto con una línea de extrusión de ancho constante. Esto causaba problemas en varios casos, especialmente cuando se imprimían paredes finas, textos o logotipos.
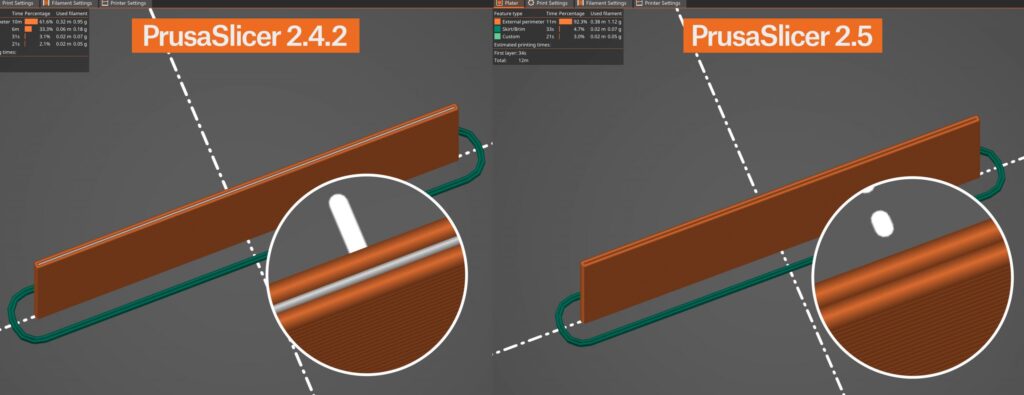
Los desarrolladores de Cura han puesto en marcha recientemente una nueva estrategia denominada Arachne, basada en el documento [Kuipers et al., 2020]. El generador Arachne produce bucles perimetrales y rellenos de huecos con una anchura de extrusión variable. En pocas palabras, hace automáticamente los perímetros más anchos o más finos, según sea necesario. Se trata de un cambio importante. Antes, era casi imposible crear un muro que se ajustara exactamente a 2 perímetros. ¿Y ahora? Mientras el grosor de la pared se acerque lo suficiente a 2 perímetros, PrusaSlicer se encargará del resto.
El nuevo enfoque produce impresiones de mejor aspecto y con menos artefactos. Hay una reducción significativa en el relleno de huecos, pequeñas extrusiones utilizadas para rellenar los huecos entre los perímetros, lo que también se traduce en una reducción del tiempo de impresión.
Más información en nuestro artículo
Compatibilidad con el formato de archivo STEP
A partir de esta versión, PrusaSlicer es capaz de importar archivos STEP, que es un formato ampliamente utilizado para el intercambio de datos de modelado 3D. Ten en cuenta que el modelo es teselado en la importación y los algoritmos de laminado operan en la malla triangular resultante, es decir, el modelo no se lamina analíticamente.
Usamos la plataforma de desarrollo Open CASCADE Technology (OCCT) para leer los archivos STEP. Es un núcleo CAD que también utilizan, por ejemplo, FreeCAD o KiCad. Gracias @Open-Cascade-SAS por mantener el código abierto. La implementación de la importación en sí fue portado de BambuStudio, gracias @bambulab.
Relleno lightning
El relleno tiene un doble propósito – para proporcionar rigidez estructural y soportar las superficies superiores. En caso de que la rigidez estructural no sea necesaria, se ahorra mucho material y tiempo de impresión con el nuevo Lightning infill, que está optimizado para soportar únicamente las superficies superiores. El relleno de iluminación genera una estructura ramificada que se vuelve progresivamente más densa hacia las superficies superiores para soportarlas de forma fiable.
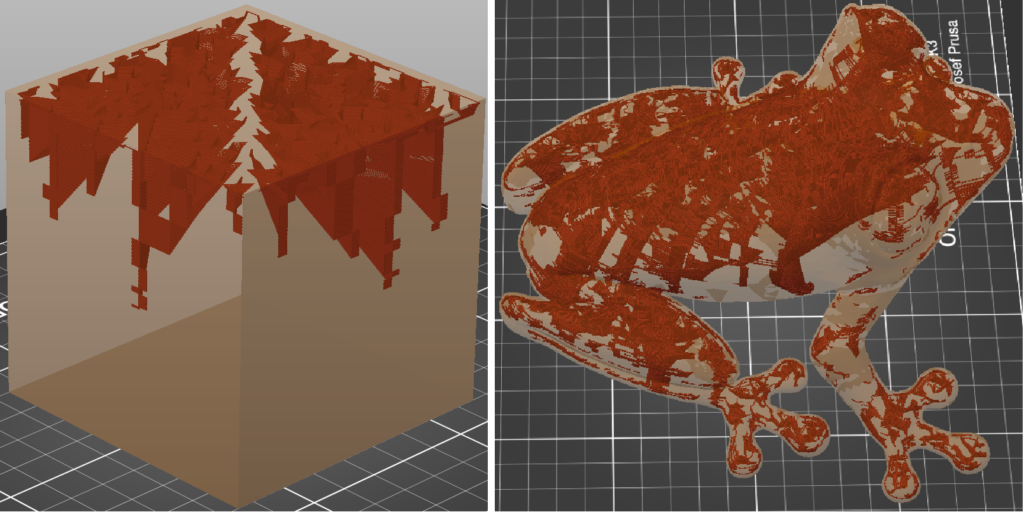
El relleno de la iluminación se basa en el documento [Tricard et al., 2019]. Al igual que el generador de perímetros Arachne, hemos portado el relleno Lightning desde Cura, gracias de nuevo por mantener el código abierto de Cura.
Más información en nuestro artículo
Mejora de la colocación de las costuras en función de la visibilidad
A partir de esta versión, el algoritmo de colocación de costuras prefiere las regiones que no son visibles desde el exterior del modelo en absoluto o que están ocluidas desde la mayoría de las direcciones. El nuevo algoritmo de visibilidad se aplica a las costuras definidas como Más cercanas o Alineadas.
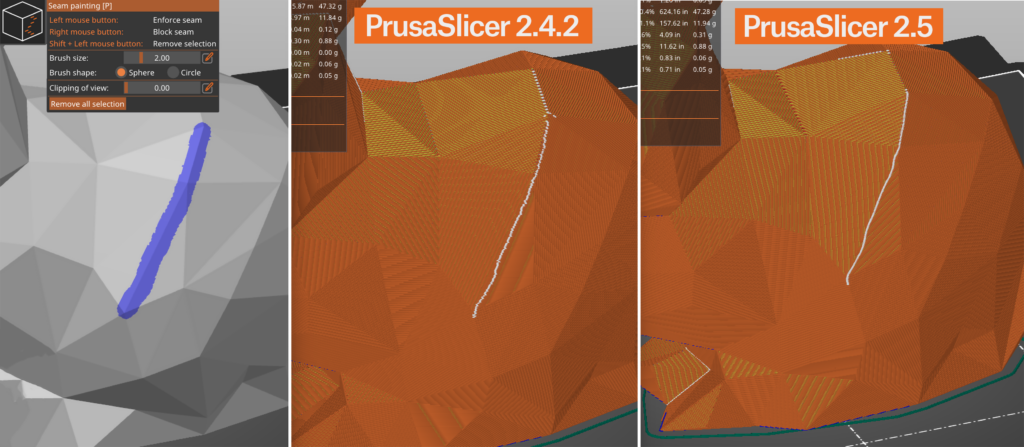
Además, cuando se utilizan costuras pintadas y se establece “Alineado”, la línea de costura resultante intenta encontrar una esquina afilada en la zona pintada y se ajusta a ella, lo que da lugar a líneas más suaves a lo largo del borde afilado. Las versiones anteriores no detectaban el borde afilado en este caso.
Además, el nuevo algoritmo se esfuerza por producir costuras posiblemente largas y suaves en superficies lisas, mientras que el antiguo algoritmo a menudo producía bits aleatorios desconectados en dichas superficies
Ecualizador de presión
Una impresora 3D FDM consta de un sistema de movimiento y un sistema de extrusión. Mientras que al sistema de movimiento le gusta acelerar y desacelerar suavemente para reducir las vibraciones, al extrusor le gusta extruir a un ritmo constante para obtener la mejor consistencia de extrusión. Esto significa, por desgracia, que las condiciones óptimas del sistema de movimiento y del extrusor están en conflicto.
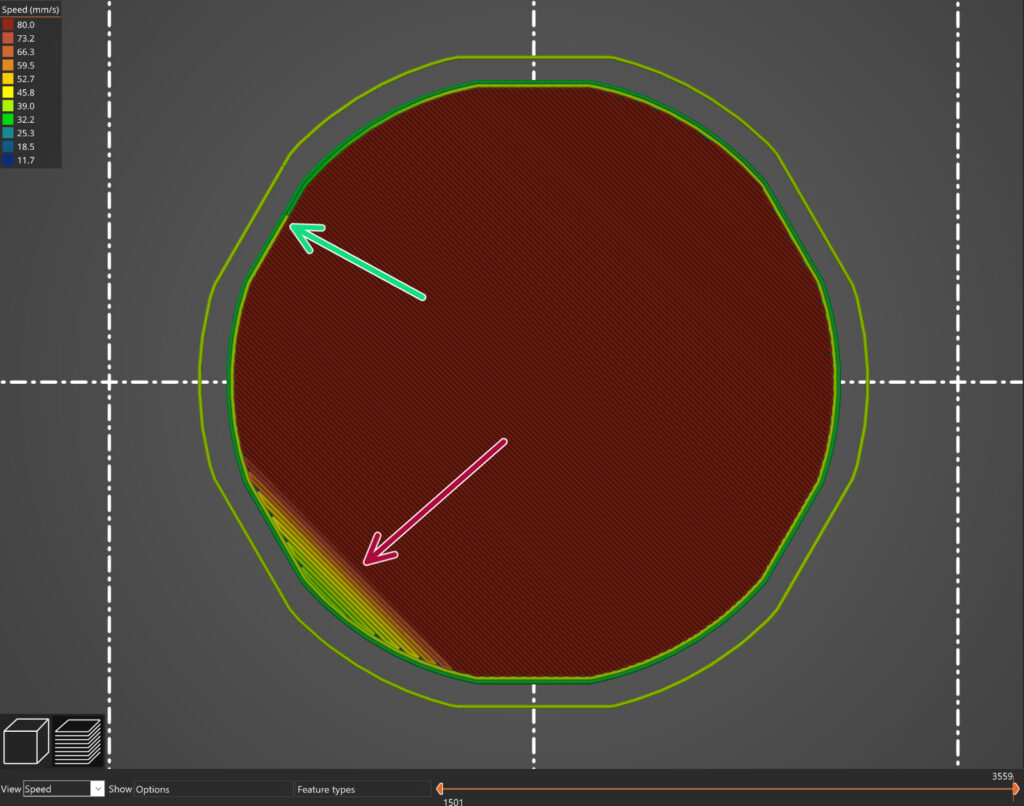
Los extrusores tipo Bowden son especialmente sensibles a las fluctuaciones de presión, debido a la holgura del tubo Bowden, no son capaces de reproducir los cambios rápidos en la velocidad de extrusión de forma fiable. El ecualizador de presión suaviza los cambios repentinos de velocidad entre dos características (por ejemplo, entre el relleno de impresión y los perímetros) y reduce los artefactos de impresión causados por las rápidas fluctuaciones de presión del extrusor.
Antes de pasar de un perímetro interno más rápido a un perímetro externo más lento, el igualador de presión se ralentiza gradualmente al final del perímetro interno para alcanzar la velocidad de extrusión del perímetro externo. Del mismo modo, al pasar del perímetro externo al relleno, el inicio del relleno se ralentiza hasta alcanzar la velocidad del perímetro externo y se acelera gradualmente.
Nuevos perfiles de impresoras y materiales
- Añadidos perfiles para Creality Ender-3 Neo y Ender-3 S1 Plus
- Añadido paquete Elegoo (impresoras Neptune)
- Añadidas las nuevas impresoras Creality (Ender-3 V2 Neo, Ender-3 Max Neo, CR-10 SMART Pro
- Añadido paquete Infinity3D
Muchas correcciones de errores y pequeñas mejoras
- Las miniaturas de G-Code ahora pueden exportarse en formatos JPG y QOI (hasta ahora, sólo se admitían miniaturas PNG).
- El vaciado de SLA se ha optimizado y ahora es significativamente más rápido. La diferencia es especialmente notable en los modelos más grandes, donde puede ser 10 veces más rápido que antes.
- Se ha mejorado la estimación del tiempo de SLA y ahora es más precisa para la SL1S. Además, se ha añadido el “tiempo de inclinación de alta viscosidad” en la configuración de la impresora para que la estimación del tiempo sea correcta para las impresoras que admiten una configuración de tiempo de inclinación independiente para los materiales SLA de alta viscosidad.
- Específico para OSX: Ahora es posible enviar códigos G a OctoPrint utilizando certificados autofirmados.
- Se ha corregido un fallo cuando se utiliza un rectángulo de selección con el gizmo de corte abierto.
- Específico para Windows: El diálogo que pide enviar la información del sistema que se muestra al inicio ya no aparece en caso de que la conexión a Internet no esté disponible.
- Se ha corregido un fallo al utilizar la auto-rotación con algunos modelos específicos.
- Cuando se utiliza colocar en el modo de impresión secuencial, a veces se viola estrechamente la holgura deseada del extrusor.
- Se ha corregido el parpadeo de los rectángulos de color en la leyenda del Visor de código G autónomo.
- Si se utiliza una torre de limpieza sin capas dispersas, la primera capa podría haber quedado demasiado fina y arruinar la impresión.
- Específico para OSX: El atajo Cmd+M ahora debería minimizar la aplicación como se espera, restaurar la aplicación usando el “Ver todas las ventanas” funciona.
- Al hacer clic en el botón “Separar del preajuste del sistema” en la sección de dependencias de un perfil, el botón no desaparecía. Además, al separar un perfil de impresora de un perfil de sistema se rompía la representación del modelo de cama personalizado tanto para el perfil padre como para el perfil hijo. Ambos problemas se han solucionado.
- Se ha corregido un problema muy raro que llevaba a generar un G-Code con comas en lugar de puntos decimales (causado por una configuración regional incorrecta en uno de los hilos).
- Específico para Windows: Mejora de la detección de archivos de configuración PrusaSlicer.ini corruptos. Muy raramente, por alguna razón desconocida, PrusaSlicer.ini se rellena parcial o totalmente con ceros binarios, muy probablemente debido a un corte de energía o un error en el controlador del disco duro.
- Específico de OSX: Al intentar abrir un archivo G-Code mediante la función de arrastrar y soltar o la opción “Abrir con”, G-Code Viewer informaba de que la extensión del archivo era desconocida cuando PrusaSlicer no se estaba ejecutando.
- La estimación del uso del filamento era incorrecta cuando se utilizaba la MMU. Los movimientos de carga y descarga no se contabilizaban correctamente, lo que llevaba a una estimación mucho más alta que la realidad. Sólo el cuadro de “Información rebanada” se vio afectada, las estadísticas al final del G-Code eran correctas.
- Se ha corregido un fallo al reescalar las ventanas o cambiar el modo de color (Windows, OSX). Esto debería arreglar algunos fallos falsos que ocurrían al mover la ventana de PrusaSlicer entre dos monitores, etc.
- Se ha corregido la deselección involuntaria después de cambiar y confirmar los ajustes específicos del objeto.
- Al cambiar los ajustes específicos del objeto, se insertaban incorrectamente dos instantáneas de deshacer/rehacer.
- Algunas opciones de configuración se mostraban siempre como modificadas en los perfiles heredados del perfil —default—.
- Se ha corregido un fallo al pulsar Ctrl+A mientras se utiliza una herramienta de pintor o se editan puntos de apoyo o agujeros de drenaje de SLA.
- Específico para Linux: Se ha corregido un fallo al confirmar un valor en el modificador de rango de altura.