VERSION 2.5.0
6. 9. 2022Neuer Perimeter-Generator Arachne
Jahrelang bestand die Strategie von PrusaSlicer bei der Erzeugung von Perimetern darin, die Kontur des Objekts mit einer Extrusionslinie von konstanter Breite zu versetzen. Dies führte in verschiedenen Fällen zu Problemen, insbesondere beim Drucken von dünnen Wänden, Text oder Logos.
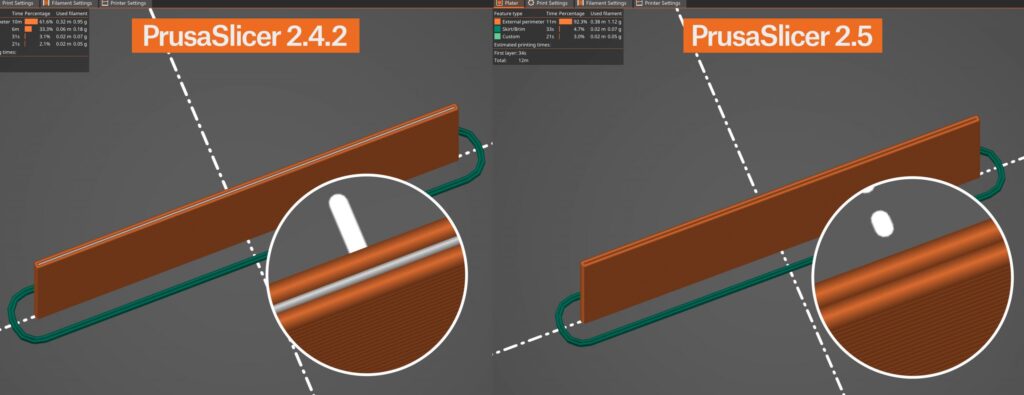
Die Entwickler von Cura haben kürzlich eine neue Strategie namens Arachne implementiert, die auf dem Papier [Kuipers et al., 2020] basiert. Der Arachne-Generator erzeugt Umfangsschleifen und Lückenfüllungen mit unterschiedlicher Extrusionsbreite. Einfach ausgedrückt: Er macht die Umfänge automatisch breiter oder dünner, je nach Bedarf. Das ist eine große Veränderung! Früher war es fast unmöglich, eine Wand zu erstellen, die genau auf 2 Umfangslinien passen würde. Und jetzt? Solange die Wandstärke nahe genug an 2 Umfängen liegt, kümmert sich PrusaSlicer um den Rest.
Der neue Ansatz druckt schöner aussehende Objekte mit weniger Artefakten. Die Anzahl der Lückenfüller, also der kleinen Extrusionen, die zum Füllen der Lücken zwischen den Umfangslinien verwendet werden, wurde deutlich reduziert, was auch zu einer Verkürzung der Druckzeit führt.
Lesen Sie mehr in unserem Artikel
Unterstützung des STEP-Dateiformats
Ab dieser Version kann PrusaSlicer STEP-Dateien importieren. STEP ist ein weit verbreitetes Format für den Austausch von 3D-Modellierdaten. Beachten Sie, dass das Modell beim Import tesseliert wird und die Slicing-Algorithmen mit dem resultierenden Dreiecksnetz arbeiten, d.h. das Modell wird nicht analytisch geslict.
Wir verwenden die Open CASCADE Technology (OCCT) Entwicklungsplattform, um die STEP-Dateien zu lesen. Es ist ein CAD-Kernel, der z.B. auch von FreeCAD oder KiCad verwendet wird. Vielen Dank an @Open-Cascade-SAS, dass er als Open-Source zur Verfügung steht. Die Import-Implementierung selbst wurde von BambuStudio portiert, danke @bambulab.
Lightning Infill
Infill erfüllt einen doppelten Zweck – es sorgt für strukturelle Steifigkeit und stützt die Oberseiten. Wenn die strukturelle Steifigkeit nicht benötigt wird, können Sie mit dem neuen Lightning Infill viel Material und Druckzeit einsparen. Das Lightning Infill ist so optimiert, dass es nur die Oberseiten unterstützt. Der Lightning Infill erzeugt eine verzweigte Struktur, die zu den Oberseiten hin immer dichter wird, um diese zuverlässig zu stützen.
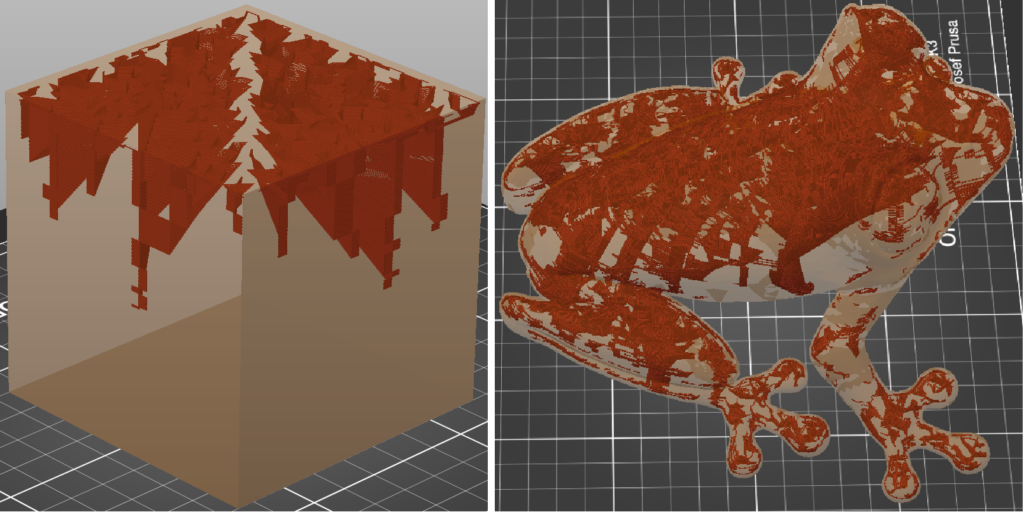
Der Lightning-Infill basiert auf dem Papier [Tricard et al., 2019]. Wie den Perimeter-Generator von Arachne haben wir auch das Lightning Infill aus Cura portiert. Vielen Dank noch einmal dafür, dass Cura Open Source bleibt.
Lesen Sie mehr in unserem Artikel
Verbesserte Nahtplatzierung basierend auf der Sichtbarkeit
Ab dieser Version bevorzugt der Algorithmus für die Nahtplatzierung Regionen, die von der Außenseite des Modells überhaupt nicht sichtbar sind oder die aus den meisten Richtungen verdeckt sind. Der neue Sichtbarkeitsalgorithmus wird für Nähte angewandt, die auf Nächste oder Ausgerichtet eingestellt sind.
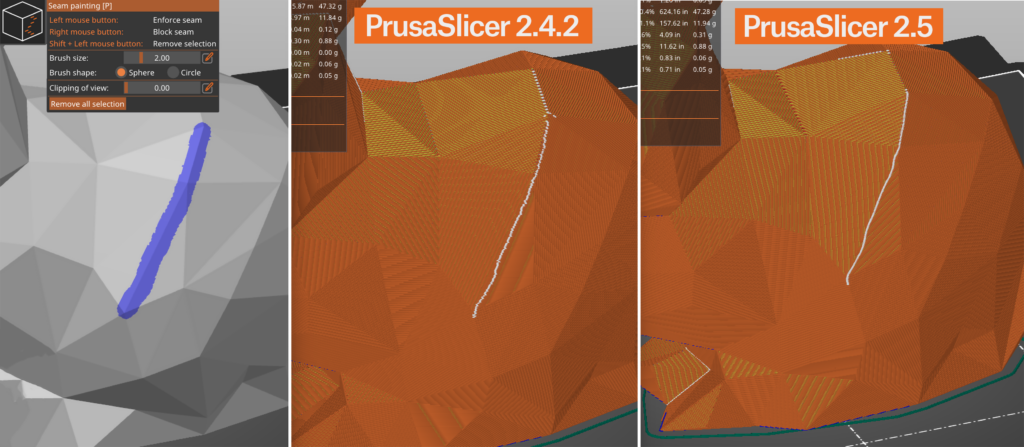
Wenn aufgemalte Nähte verwendet werden und ‘Ausgerichtet’ eingestellt ist, versucht die sich ergebende Nahtlinie, eine scharfe Ecke im bemalten Bereich zu finden und daran zu rasten, was zu glatteren Linien entlang der scharfen Kante führt. Frühere Versionen haben die scharfe Kante in diesem Szenario nicht erkannt.
Außerdem ist der neue Algorithmus bestrebt, möglichst lange und glatte Nähte auf glatten Oberflächen zu erzeugen, während der alte Algorithmus auf solchen Oberflächen oft unzusammenhängende Zufallsbits produzierte
Druckausgleicher
Ein FDM 3D-Drucker besteht aus einem Bewegungssystem und einem Extrusionssystem. Während das Bewegungssystem gerne sanft beschleunigt und abbremst, um Vibrationen zu reduzieren, liebt es der Extruder, mit einer konstanten Rate zu extrudieren, um eine möglichst gleichmäßige Extrusion zu gewährleisten. Das bedeutet leider, dass die optimalen Bedingungen des Bewegungssystems und des Extruders im Widerspruch zueinander stehen.
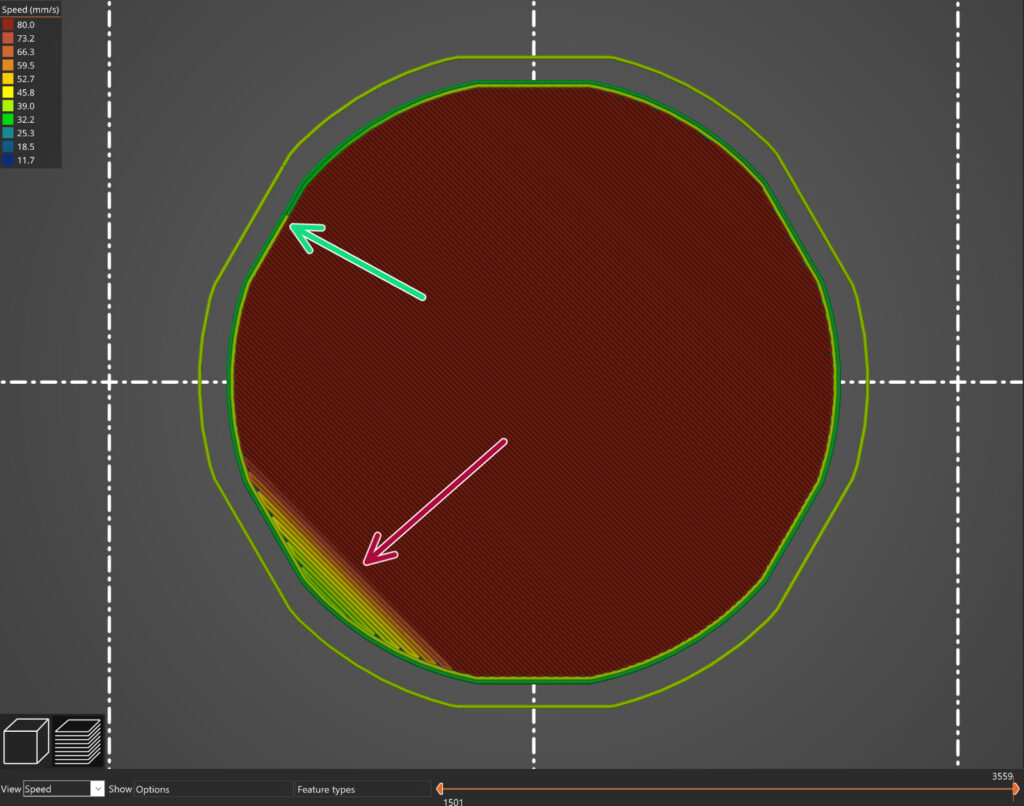
Bowden-Extruder reagieren besonders empfindlich auf Druckschwankungen. Aufgrund des Durchhangs im Bowden-Schlauch sind sie nicht in der Lage, schnelle Änderungen der Extrusionsrate zuverlässig zu reproduzieren. Der Pressure Equalizer glättet plötzliche Geschwindigkeitsänderungen zwischen zwei Features (z.B. zwischen dem Druck von Infill und Perimetern) und reduziert Druckartefakte, die durch schnelle Extruderdruckschwankungen verursacht werden.
Bevor Sie von einem schnelleren internen Perimeter zu einem langsameren externen Perimeter wechseln, verlangsamt der Druckausgleich am Ende des internen Perimeters allmählich, um die Extrusionsrate des externen Perimeters zu erreichen. In ähnlicher Weise wird beim Übergang von der äußeren Begrenzung zum Infill der Beginn des Infills auf die Geschwindigkeit der äußeren Begrenzung verlangsamt und allmählich beschleunigt.
Neue Drucker- und Materialprofile
- Creality Ender-3 Neo und Ender-3 S1 Plus Profile hinzugefügt
- Elegoo Bundle hinzugefügt (Neptune Drucker)
- Neue Creality Drucker hinzugefügt (Ender-3 V2 Neo, Ender-3 Max Neo, CR-10 SMART Pro
- Infinity3D Bundle hinzugefügt
Viele Fehlerbehebungen und kleinere Verbesserungen
- G-Code-Miniaturansichten können jetzt in den Formaten JPG und QOI exportiert werden (bisher wurden nur PNG-Miniaturansichten unterstützt).
- Die SLA-Aushöhlung wurde optimiert und ist nun deutlich schneller. Der Unterschied macht sich besonders bei größeren Modellen bemerkbar, bei denen es bis zu 10-mal schneller sein kann als zuvor.
- Die SLA-Zeitschätzung wurde verbessert und ist jetzt für SL1S genauer. Außerdem wurde in den Druckereinstellungen “Kippzeit bei hoher Viskosität” hinzugefügt, so dass die Zeitschätzung für Drucker, die eine separate Kippzeiteinstellung für hochviskose SLA-Materialien unterstützen, korrekt ist.
- OSX-spezifisch: Es ist jetzt möglich, G-Codes mit selbstsignierten Zertifikaten an OctoPrint zu senden.
- Ein Absturz wurde behoben, wenn ein Auswahlrechteck bei geöffnetem Schneide-Assistenten verwendet wurde.
- Windows-spezifisch: Der beim Start angezeigte Dialog mit der Aufforderung, Systeminformationen zu senden, erscheint nicht mehr, wenn keine Internetverbindung verfügbar ist.
- Beseitigt einen Absturz bei der Verwendung der automatischen Drehung bei einigen bestimmten Modellen.
- Bei der Verwendung von Anordnen im sequenziellen Druckmodus wurde der gewünschte Extruderabstand manchmal knapp verletzt.
- Flimmern der farbigen Rechtecke in der Legende im eigenständigen G-Code Viewer behoben.
- Bei der Verwendung von Wischturm ohne dünne Schichten konnte die erste Schicht zu dünn werden und den Druck ruinieren.
- OSX-spezifisch: Die Tastenkombination Cmd+M sollte die Anwendung jetzt wie erwartet minimieren, das Wiederherstellen der Anwendung über die Funktion “Alle Fenster anzeigen” funktioniert.
- Wenn Sie im Abschnitt Abhängigkeiten eines Profils auf die Schaltfläche “Von der Systemvorgabe lösen” klicken, verschwindet die Schaltfläche nicht. Außerdem führte das Trennen eines Druckerprofils von einem Systemprofil dazu, dass das benutzerdefinierte Bettmodell sowohl für das übergeordnete als auch für das untergeordnete Profil nicht mehr angezeigt wurde. Beide Probleme sind jetzt behoben.
- Ein sehr seltenes Problem wurde behoben, das dazu führte, dass ein G-Code mit Kommas anstelle von Dezimalpunkten generiert wurde (verursacht durch falsch eingestellte Gebietsschemata in einem der Threads).
- Windows-spezifisch: Verbesserte Erkennung einer beschädigten Konfigurationsdatei PrusaSlicer.ini. Sehr selten ist PrusaSlicer.ini aus unbekannten Gründen teilweise oder vollständig mit binären Nullen gefüllt, höchstwahrscheinlich aufgrund eines Stromausfalls oder eines Fehlers im Festplattentreiber.
- OSX spezifisch: Wenn Sie versuchten, eine G-Code Datei per Drag & Drop oder mit der Option “Öffnen mit” zu öffnen, meldete der G-Code Viewer die Dateierweiterung als unbekannt, wenn PrusaSlicer nicht bereits lief.
- Die Schätzung der Filament-Verwendung war bei der Verwendung von MMU falsch. Die Lade- und Entladevorgänge wurden nicht korrekt berücksichtigt, was zu einer viel höheren Schätzung als in Wirklichkeit führte. Nur das Feld ‘Sliced Info’ war betroffen, die Statistiken am Ende des G-Codes waren korrekt.
- Ein Absturz beim Skalieren der Fenster oder beim Ändern des Farbmodus (Windows, OSX) wurde behoben. Dies sollte einige unbeabsichtigte Abstürze beheben, die beim Verschieben des PrusaSlicer-Fensters zwischen zwei Monitoren usw. auftraten.
- Eine versehentliche Abwahl nach dem Ändern und Bestätigen von objektspezifischen Einstellungen wurde behoben.
- Beim Ändern von objektspezifischen Einstellungen wurden fälschlicherweise zwei Undo/Redo-Snapshots eingefügt.
- Einige Konfigurationsoptionen wurden in Profilen, die vom —Standard— Profil geerbt wurden, immer als geändert angezeigt.
- Ein Absturz wurde behoben, wenn Sie Strg+A drückten, während Sie ein Malwerkzeug verwendeten oder SLA-Stützpunkte oder Drainagelöcher bearbeiteten.
- Linux-spezifisch: Ein Absturz beim Bestätigen eines Wertes im Höhenbereich-Modifikator wurde behoben.