Podsumowanie
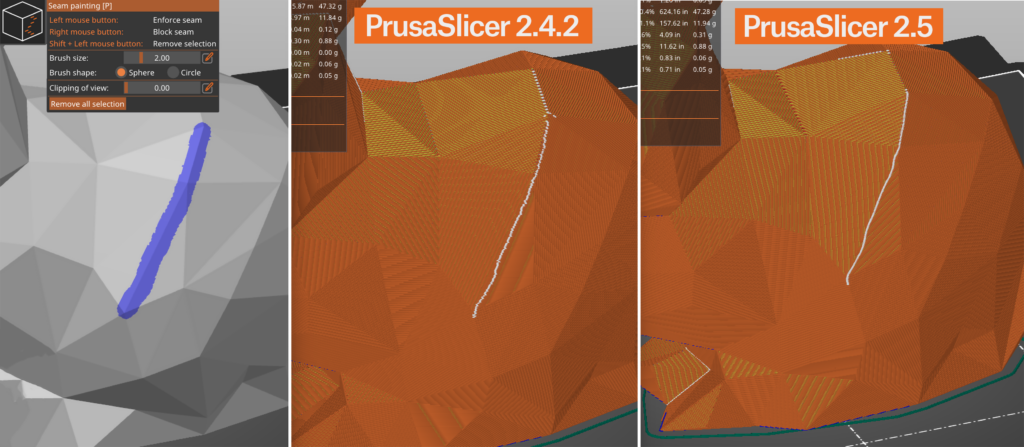
Malowanie multi-material
Aby ułatwić i przyspieszyć malowanie modeli do drukowania z MMU, dodaliśmy narzędzia Inteligentne malowanie oraz Wiaderko z farbą . Po wybraniu Inteligentnego malowania, umieszczenie kursora nad modelem spowoduje wyświetlanie rzeczywistego podglądu automatycznie wykrytego obszaru do pomalowania. Obszar obejmuje powierzchnię pod kursorem myszki do ostrej krawędzi, której próg jest regulowany. Możesz również szybko zamieniać pokolorowane obszary przy pomocy narzędzia Wiaderko z farbą. Oczywiście możesz również zbliżyć widok i użyć Pędzla do malowania ręcznego. Dzieli on automatycznie duże trójkąty na mniejsze. Podczas cięcie, pomalowane obszary są rozciągane do wewnątrz, dając kolorom/polimerom największą szansę do połączenia się.
Ulepszone podpory FDM
Wprowadzamy nowy rodzaj podpór – Przylegające. Podążają one za kształtem zwisu, więc nie przenikają do wnętrza ścian modelu. Jednak ich kształt sprawia, że mają niższą stabilność przy wysokich i cienkich konstrukcjach. Domyślnym ustawieniem pozostają na razie podpory typu Kratka.
Możesz teraz oddzielnie ustawić odstęp podpór w osi Z. Jeśli korzystasz z ustawienia “Tylko na stole”, podpory nie będą zaczynać się na wierzchniej warstwie modelu. Rozszerzanie pierwszej warstwy jest również konfigurowalne (pojawiało się w wielu prośbach). Wydruki na rafcie wyglądają teraz lepiej. Gdy używasz wymuszania podpór (z malowaniem lub modyfikatorem kształtu), będą one nadpisywać parametr “Tylko na stole” oraz “Nie używaj podpór pod mostami”. Możesz wyświetlać krawędzie podczas malowania podpór. Używając nowego pola do zaznaczenia możesz ograniczyć ślady pędza do zwisów. Funkcja “Inteligentne malowanie” jest dostępna również podczas maloania podpór.
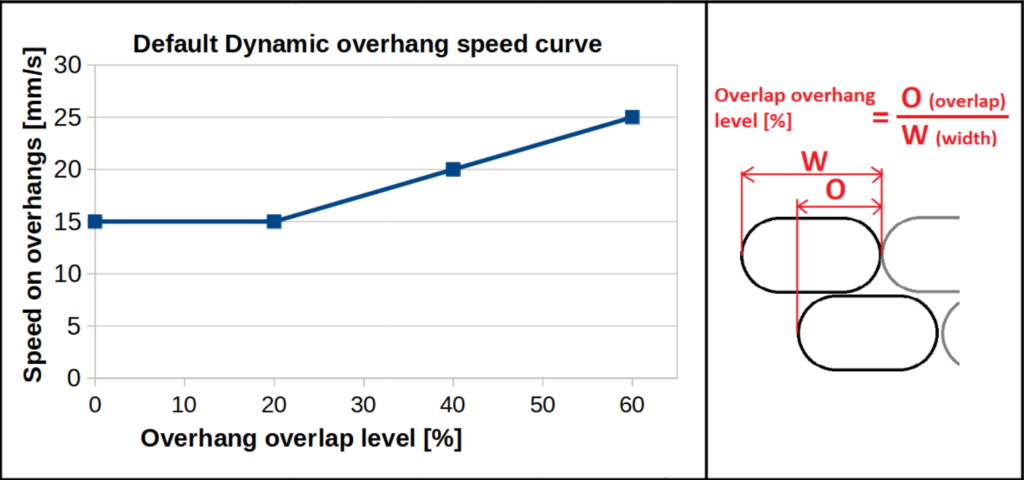
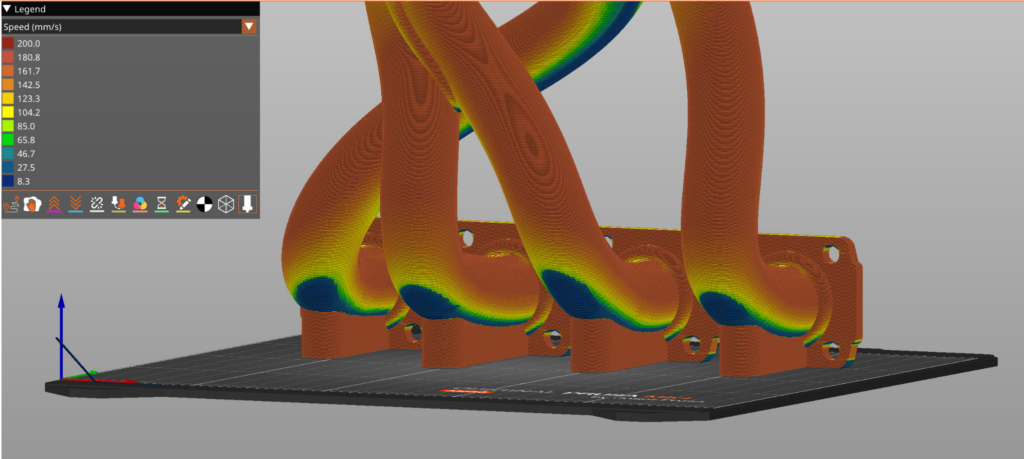
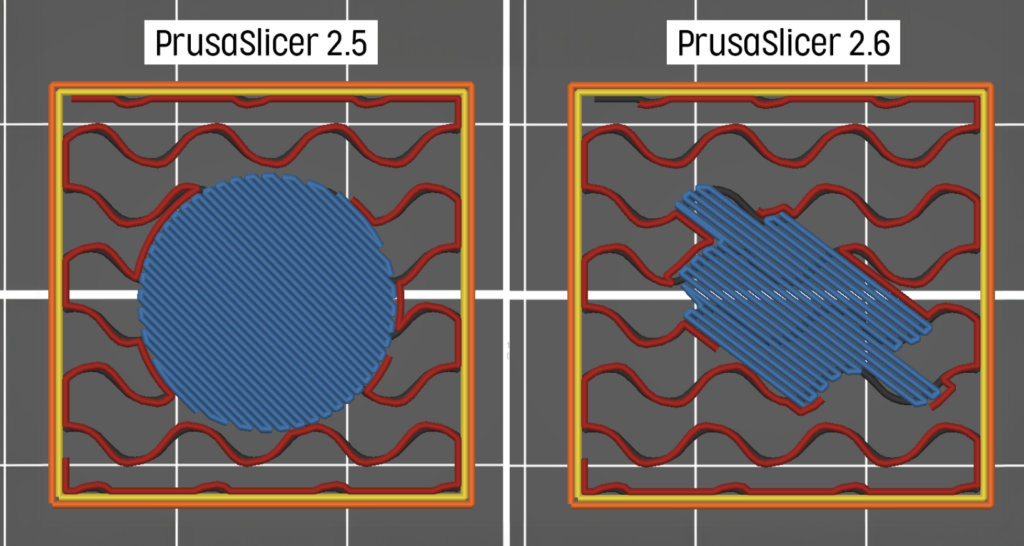
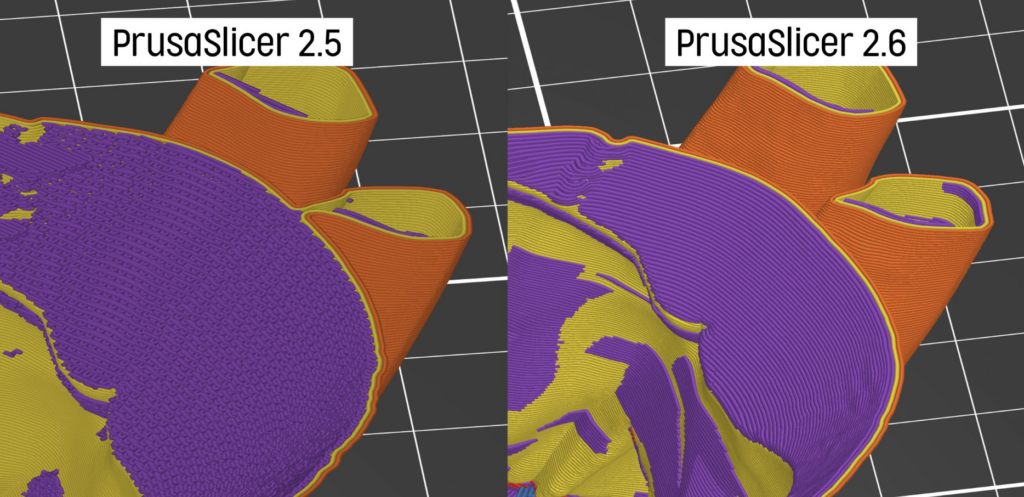
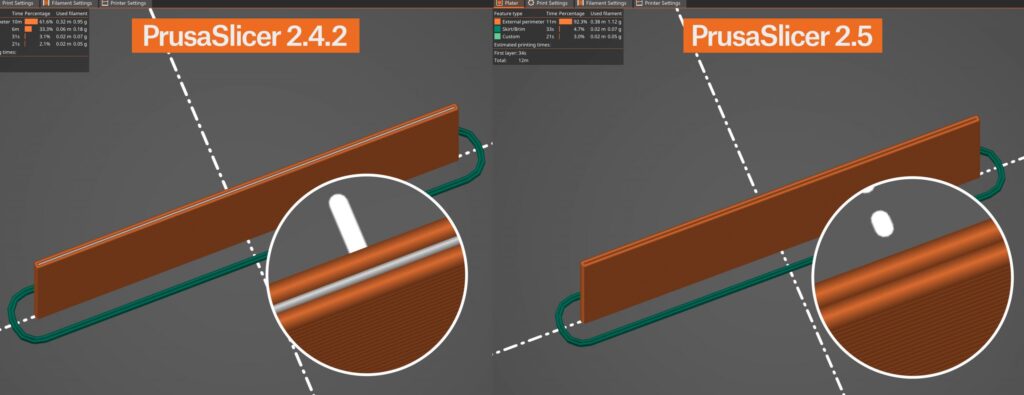
Nowy tryb drukowania mostów
Nowe, domyślne zachowanie korzysta z obecnie ustawionej wysokości warstw podczas drukowania mostów, sprawiając, że są one łatwiejsze do wydrukowania na krótkich dystansach, jednocześnie poprawiając ich wygląd. Jest to strategia używana przez większość nowoczesnych slicerów. Możesz przywrócić poprzednie zachowanie przez zaznaczenie opcji “Grube mosty”. Ponieważ pierwsza warstwa nad podporami używa parametrów drukowania mostów, ma to również ogromny wpływ na wygląd zwisów.
Galeria kształtów
Nowa, wbudowana galeria kształtów daje szybki i łatwy dostęp do najczęściej używanych modeli, nie ważne, czy używasz ich jako modyfikatorów, czy modeli umieszczanych na stole, przeznaczonych do druku. Domyślne kształty zawierają proste bryły (kostka, walec, kula…) oraz inne przydatne obiekty, jak krążki do narożników (zapobiegające ich odklejaniu od stołu) czy symbol recyklingu. Możesz rozszerzyć galerię o własne modele. Jeśli dodasz własny model, automatycznie otrzyma on miniaturkę. Możesz jednak zamienić wygenerowaną w PNG miniaturkę na własną ilustrację.
Fuzzy Skin
Funkcja “Fuzzy skin” pozwala tworzyć chropowatą, przypominającą włókna powierzchnię przez losowe przesuwanie punktów obrysów zewnętrznych. Efekt jest zaskakujący i przydaje się np. podczas drukowania uchwytów narzędzi lub też zwykłego nadania przedmiotowi ciekawego wyglądu. Może również pomóc ukryć niedoskonałości wydruku. Możesz użyć Fuzzy skin z modyfikatorami, aby zmienić wygląd tylko wybranych części modelu.
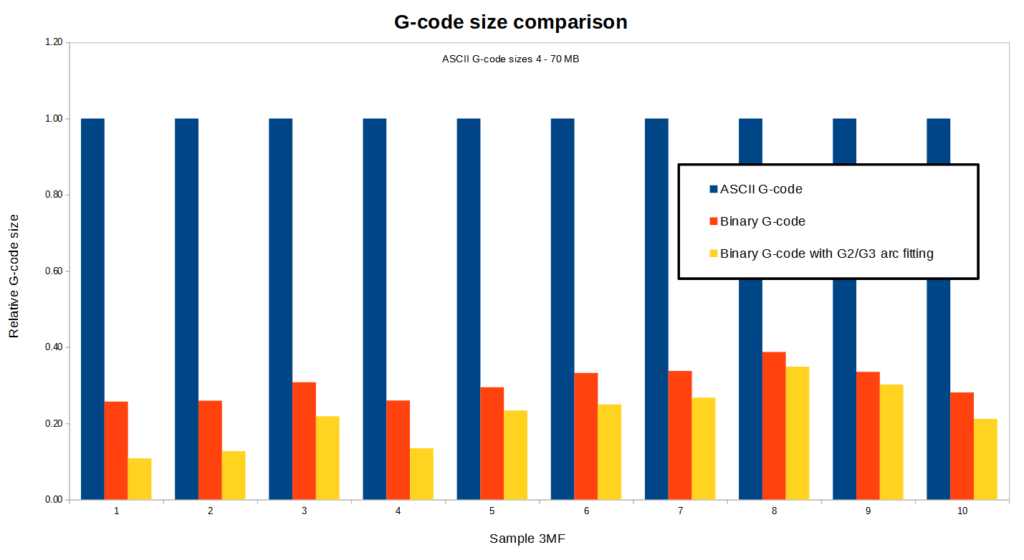
2-4× szybsze generowanie G-code
G-code jest teraz eksportowany równolegle i z optymalizacją. Rezultatem jest znaczna poprawa wydajności. Szybkość cięcia jest teraz 2× do 4× szybsza, dzięki wyższej prędkości osiąganej na nowoczesnych procesorach z wieloma rdzeniami i wątkami.
Tryb ciemny w Windows
PrusaSlicer obsługiwał już tryb ciemny na OSX i Linux, ale w oparciu o popularne zapotrzebowanie, zaimplementowaliśmy tryb ciemny również dla Windows.
Brim dla pojedynczych obiektów, brim wewnętrzny
Ustawienia brimu są teraz zależne od modelu. Oznacza to, że można włączyć brim tylko dla niektórych modeli, używać różnych szerokości dla poszczególnych modeli itp. Ta pozornie mała zmiana wymagała zaskakująco dużej zmiany w kodzie PrusaSlicera. Teraz możesz także wybrać generowanie brimu zewnętrznego, wewnętrznego obrzeża lub obydwu.
Odejmowanie objętości
Odejmowanie objętości pozwala odjąć jedną siatkę od drugiej, podobnie jak operatory logiczne działają w innych programach 3D. W ten sposób możesz na przykład tworzyć łatwo zmienialne otwory bezpośrednio w PrusaSlicer. Możesz też załadować jeden z obiektów z nowej galerii kształtów jako objętość do odjęcia.
Automatyczna zmiana kolorów dla logotypów i znaków
Kiedy PrusaSlicer wykryje, że model wygląda jak logo lub znak, pojawi się powiadomienie, aby automatycznie dodać zmiany kolorów do odpowiednich wysokości. Ta funkcja została zaproponowana przez Richarda Horne, dziękujemy za sugestię! Oszczędza ona czas i eliminuje zgadywanie związane z wstawianiem zmian kolorów na odpowiedniej wysokości.
Powiadomienie “Porada dnia”
Przedstawiamy wskazówki “Czy wiesz, że” w dymku z powiadomieniem, często zawierające link do określonego ustawienia w interfejsie (przycisk na pasku narzędzi, parametr konfiguracyjny) lub też do strony z dokumentacją. Przy każdym uruchomieni PrusaSlicera pojawia się jedno powiadomienie. Możesz je wyłączyć w sekcji “Preferencje”.
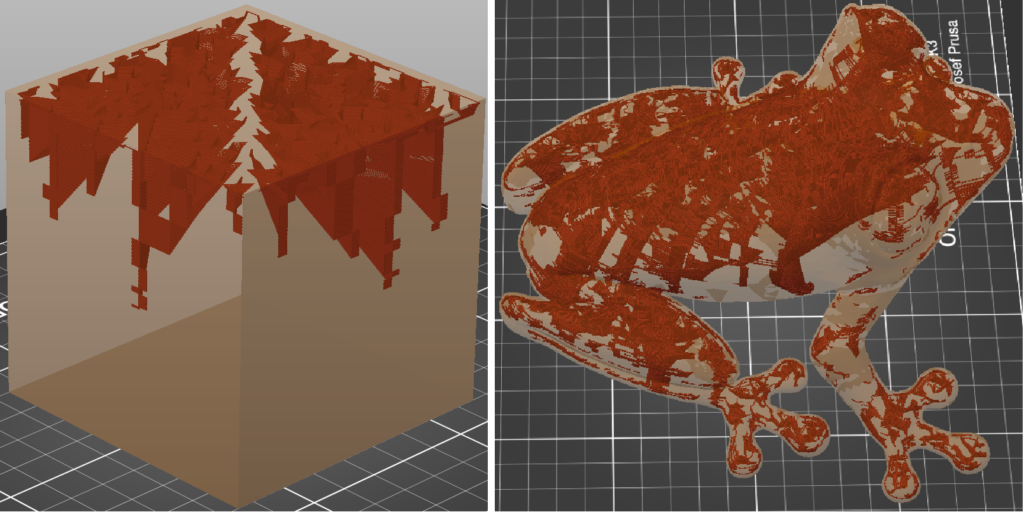
Uproszczenie modelu
Możesz zredukować liczbę trójkątów w siatce używając nowej funkcji “Uprość model”. Kliknij prawym przyciskiem myszy na model i wybierz “Uprość model” z menu kontekstowego. Możesz ograniczyć uproszczenie albo przez poziom szczegółowości albo przez liczbę trójkątów do usunięcia. Ta funkcja może być również użyta do stworzenia “efektu low-poly” bezpośrednio w PrusaSlicer.
Wsparcie dla modeli samolotów z 3DLabPrint
Aby umożliwić cięcie modeli 3DLabPrint, PrusaSlicer implementuje nową opcję “Tryb cięcia”, pozwalającą na przełączanie pomiędzy trybami “Zwykły” (domyślnie) i “Parzysty-nieparzysty”. Użyj opcji “Parzysty-nieparzysty”, aby poprawnie ciąć samoloty 3DLabPrint. Kolejny nowy tryb cięcia “Zamknij otwory” sprawia, że PrusaSlicer wypełnia wszystkie wewnętrzne struktury.
Postęp przesyłania
Kiedy przesyłasz G-code przez sieć, nowy pasek postępu jest wyświetlany jako specjalne powiadomienie. A istniejące okno dialogowe “Kolejka zadań serwera druku” ma teraz sortowanie według kolumn. Oprócz tego dodaliśmy kolumnę z rozmiarem pliku.
Wizualizacja strefy kolizji przy drukowaniu sekwencyjnym
Obszary wolnej przestrzeni są teraz wizualizowane w podglądzie stołu podczas przesuwania obiektów i w przypadku kolizji, dzięki czemu bardzo łatwo można zauważyć problem.
Automatyczne orientowanie modeli SLA
Od tej wersji dajemy użytkownikowi możliwość wybrania jednego z 3 różnych algorytmów autoorientacji:
- Najlepsza jakość powierzchni
- Zmniejszone nachylenie zwisów (minimalne podpory)
- Najniższa wysokość Z (najniższy czas drukowania)
Porównanie profili
Możesz teraz łatwo porównać różnice między 2 profilami dzięki specjalnemu widokowi. Włącz go wybierając Okno -> Porównaj zestawy ustawień.
Podgląd tekstowy G-Code
Po przeciągnięciu poziomego suwaka na ekranie podglądu można sprawdzić kolejność ruchów na bieżącej warstwie. Nowością jest również wyświetlanie wygenerowanego kodu G po lewej stronie ekranu, wraz z numerem linii. Może to być wykorzystane do zaawansowanej analizy kodu G.
Wyślij informacje systemowe
W celu lepszej koncentracji naszych przyszłych wysiłków, zdecydowaliśmy się opcjonalnie zbierać ogólne informacje o systemach, na których PrusaSlicer jest często uruchamiany. Takie informacje systemowe pomogą nam wycofać wsparcie dla przestarzałych platform, aby skoncentrować się na aktualnym sprzęcie i systemach operacyjnych w celu zmniejszenia kosztów utrzymania, poprawy wydajności PrusaSlicera i wprowadzenia nowych funkcji. Zebrane dane konfiguracji systemu są ściśle anonimowe i możesz sprawdzić ich pełną zawartość w oknie dialogowym “Wyślij informacje o systemie”. Ten monit jest wyświetlany tylko raz. Chcemy z góry podziękować każdemu, kto zdecyduje się udostępnić nam swoją konfigurację systemu.
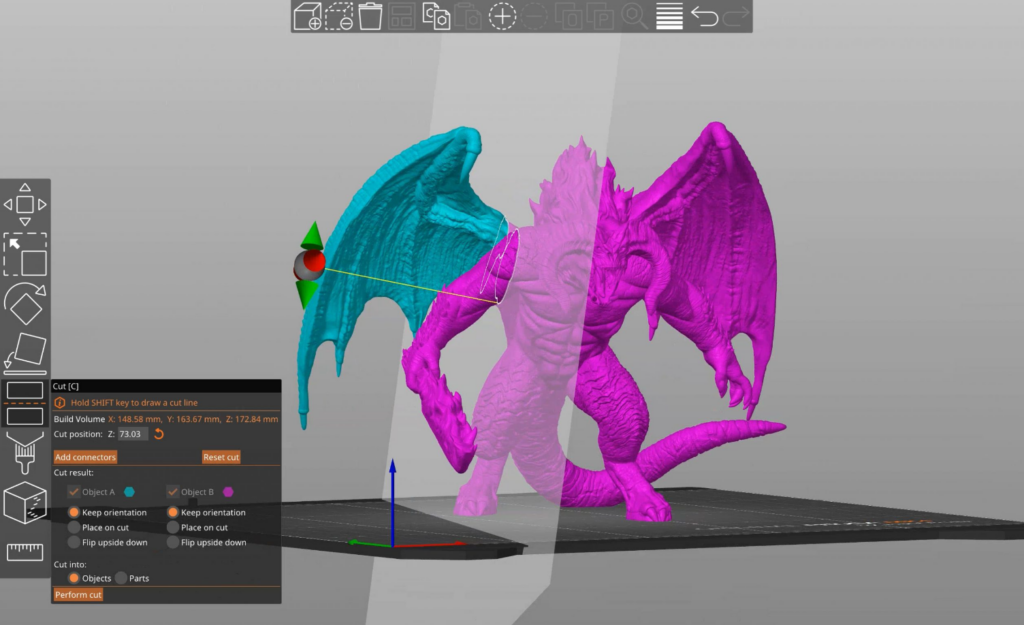
Przesuwanie obiektu pod powierzchnię stołu
W oparciu o wiele próśb, pozwalamy od niedawna na przesuwanie obiektu poniżej powierzchni stołu, aby wydrukować tylko jego część znajdującą się powyżej powierzchni. Istniał już na to sposób dzięki użyciu narzędzia “Przetnij”, ale nowy sposób jest znacznie prostszy i bardzo przydatny, na przykład, jeśli chcesz tylko spłaszczyć spód nierównego obiektu, aby można go było wydrukować bez raftu. W panelu manipulacji obiektem pojawił się również nowy przycisk “Upuść na stół”, który umożliwia przeniesienie obiektu z powrotem na powierzchnię stołu. Przecięcie modelu z powierzchnią stołu jest wizualizowane za pomocą białego konturu. Przesuwanie obiektów poniżej stołu nie jest na razie dozwolone w trybie SLA. Mogłoby to spowodować, że rozmieszczenie podpór SLA byłoby mylące.