Resumen
Pintura Multimaterial
Para que la coloración de los modelos para la impresión de la MMU sea rápida y sencilla, hemos implementado las herramientas Relleno inteligente y Relleno de cubo. Con la herramienta Relleno inteligente seleccionada, al pasar el ratón por encima del modelo, se obtiene una vista previa en tiempo real de la región detectada automáticamente para pintar. La pintura rellena una región por debajo del cursor del ratón hasta un borde afilado, con el ángulo de umbral ajustable. También puedes intercambiar rápidamente parches continuos de color con la herramienta de relleno de cubos. Por supuesto, también puedes acercarte y utilizar la herramienta de pincel para pintar manualmente. Dividirá automáticamente los triángulos grandes en otros más pequeños. Durante el laminado, las regiones pintadas se extienden inteligentemente hacia el interior, dando a los diferentes colores/polímeros la mejor oportunidad de unirse.
Soportes FDM mejorados
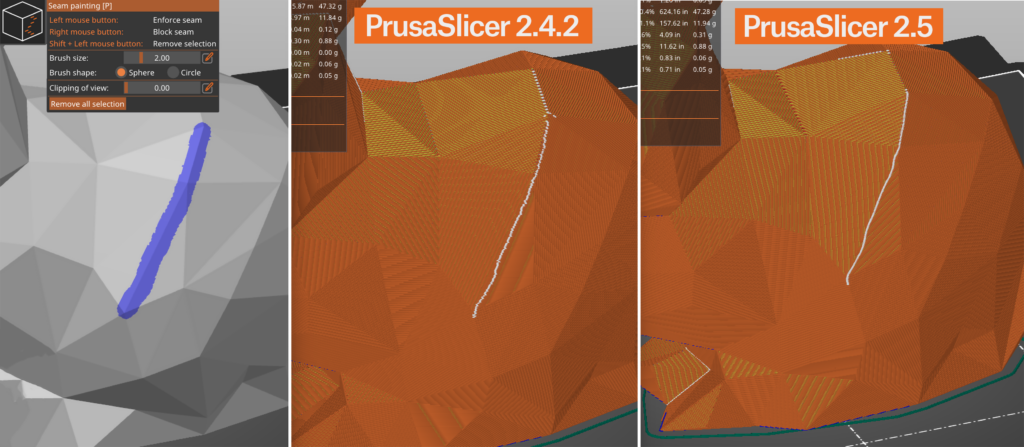
Introducimos un nuevo tipo de soportes “Cómodos”. Estos soportes mantienen la forma del voladizo, por lo que no se filtran a las paredes. La contrapartida es la posibilidad de una menor estabilidad de los pilares de apoyo altos y delgados. Por ahora, dejamos los soportes de rejilla como opción por defecto.
Ahora puedes establecer la distancia de contacto del soporte en la parte superior e inferior de forma independiente. Si se activa la opción “Soporte en la base solamente”, las columnas de apoyo se recortarán para no aterrizar en la parte superior del objeto. La expansión de la primera capa es ahora configurable (petición muy común). Las impresiones en la parte superior de una balsa ahora se ven mejor. Cuando se utilicen reforzadores de soportes (pintados o modificadores), éstos se impondrán sobre “Soporte en la base solamente” y sobre “No soportar puentes”. Se pueden resaltar los voladizos al pintar los apoyos. Con una nueva casilla de verificación puedes limitar las pinceladas sólo a los triángulos salientes resaltados. Por último, la herramienta “Relleno inteligente” también está disponible al pintar los soportes.
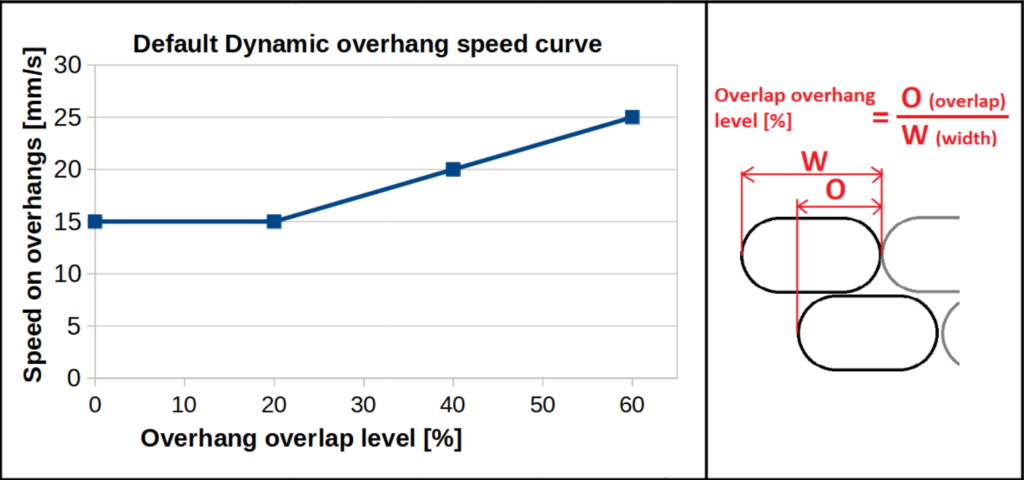
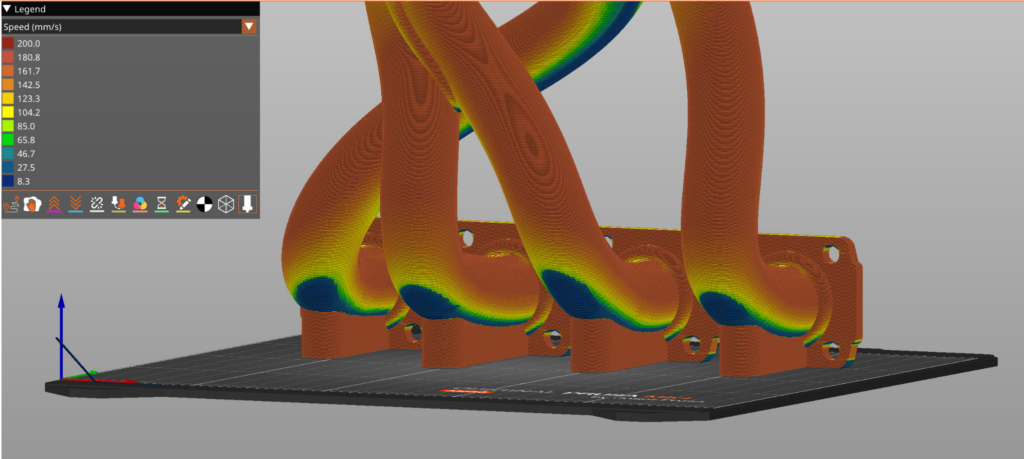
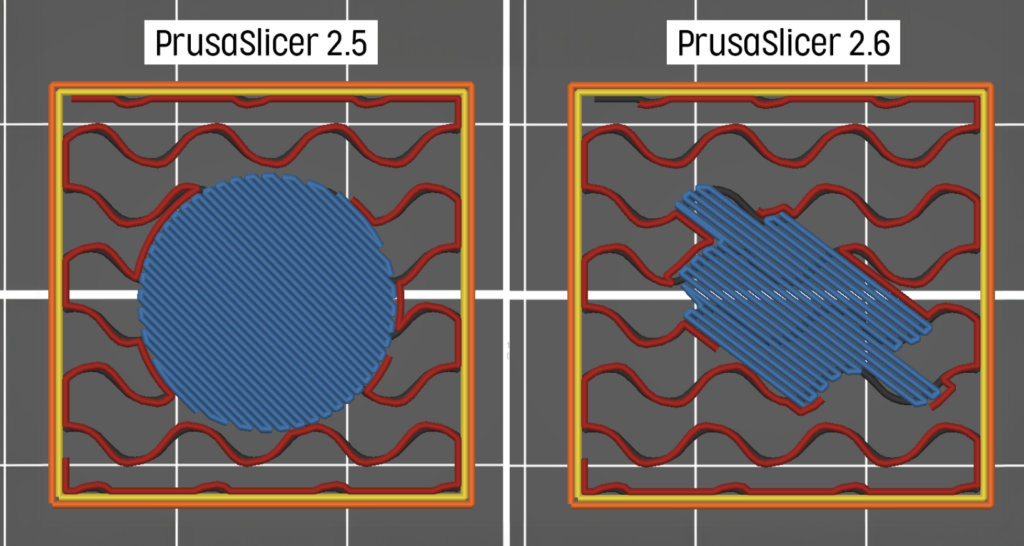
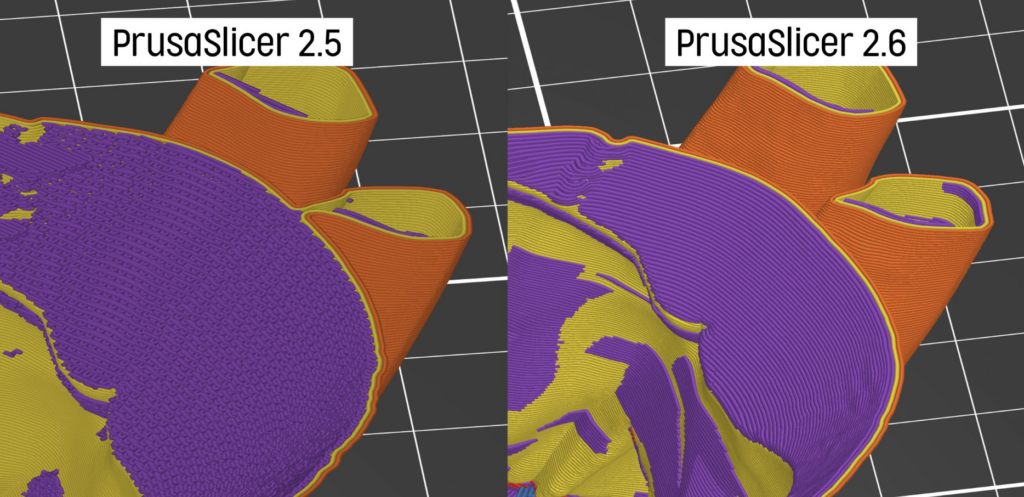
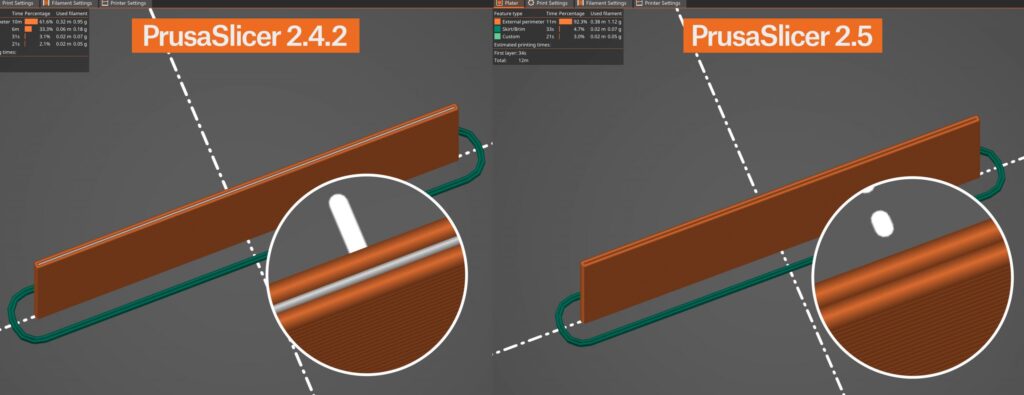
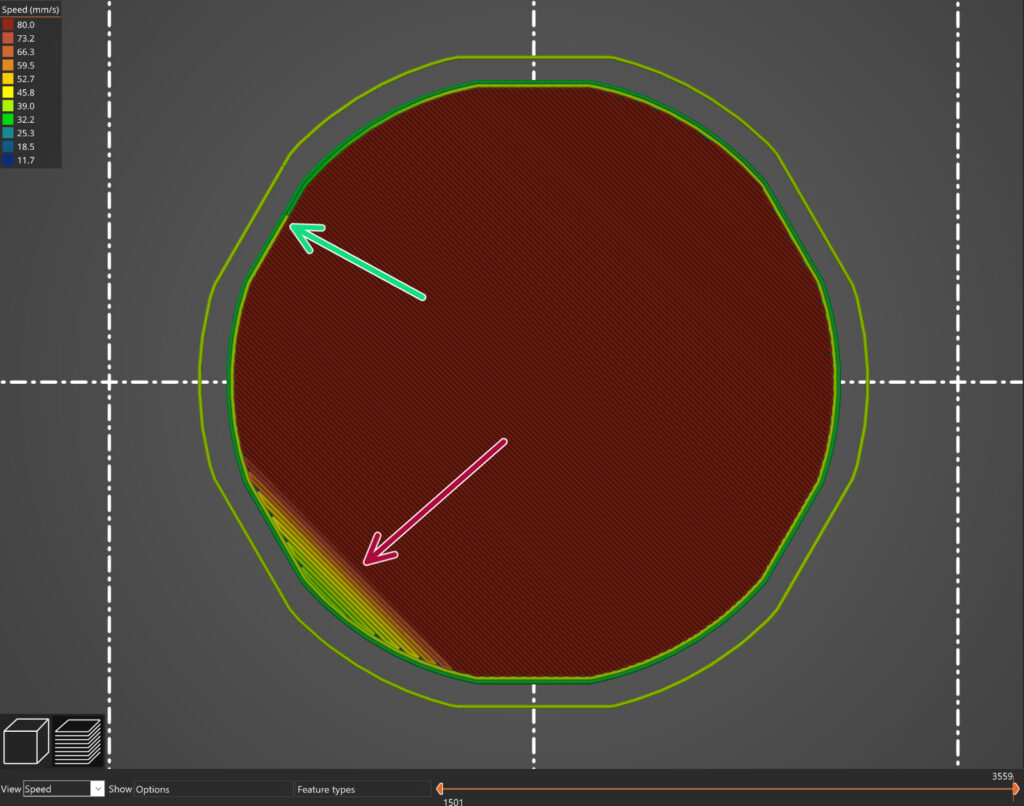
Nuevo modo de puentes
El nuevo comportamiento por defecto utiliza su altura de capa actual para el puenteado, haciendo que el puenteado sea fiable para distancias más cortas, pero con un aspecto significativamente mejor. Esta es la estrategia que utilizan la mayoría de los laminadores modernos. Puede cambiar al comportamiento antiguo activando la opción “Puentes gruesos”. Dado que la primera capa sólida por encima de los soportes utiliza la configuración de puentes, este cambio también tiene un gran impacto en el aspecto de los voladizos soportados.
Galería de formas
La nueva galería de formas incorporada ofrece una forma rápida y sencilla de acceder a los modelos más utilizados, ya sea para usarlos como modificadores o para colocarlos en el plato e imprimirlos. Las formas por defecto incluyen primitivas básicas (cubo, cilindro, esfera…), así como otros objetos útiles, como un disco de ayuda o un símbolo de reciclaje. Puedes ampliar la biblioteca con tus propios modelos. Si añades un modelo, obtendrás una miniatura generada automáticamente. Sin embargo, puedes sustituir la miniatura PNG generada por tu propia imagen.
Piel difusa
La piel difusa te permite crear una textura áspera similar a la fibra en los lados de sus modelos mediante el desplazamiento aleatorio de los puntos del perímetro. Produce resultados sorprendentemente agradables adecuados para los mangos de las herramientas o simplemente para dar a la superficie de impresión un nuevo aspecto interesante. O para ocultar las imprecisiones de la impresión. También puedes utilizar modificadores para aplicar la piel difusa sólo a una parte de tu modelo.
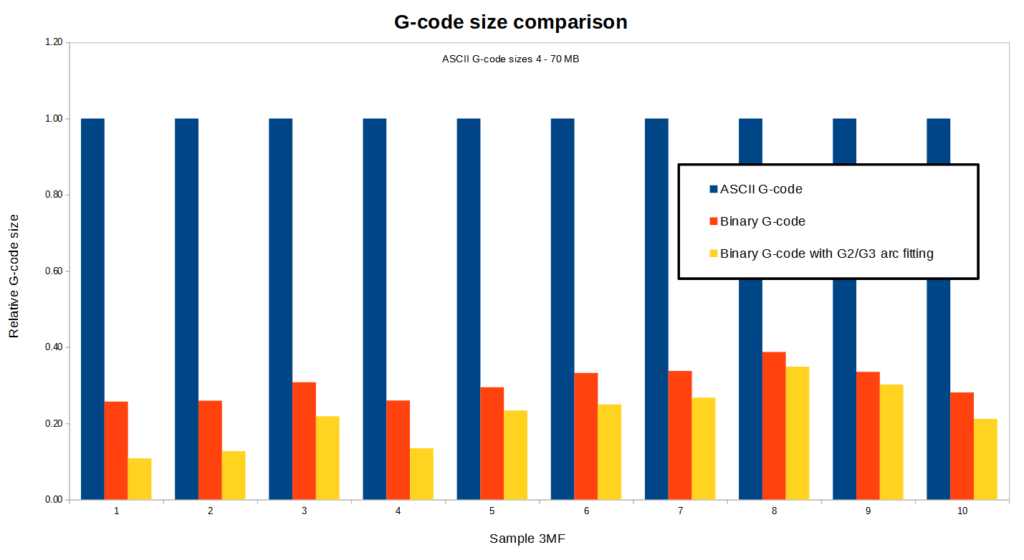
Generación de código G 2-4× más rápida
Hemos paralelizado y optimizado la exportación de código G. El resultado es una mejora significativa del rendimiento. El tiempo de laminado total es de 2× a 4× veces más rápido, con mayor velocidad en CPUs de gama alta con muchos núcleos e hilos.
Modo oscuro de Windows
PrusaSlicer ya soportaba el modo oscuro en OSX y Linux, basado en la demanda popular, implementamos el modo oscuro para Windows también.
Borde para objetos individuales, borde interior
Los ajustes del borde son ahora específicos para cada objeto. Esto significa que puede activar el borde sólo para algunos de los objetos, utilizar diferentes anchos de borde para objetos individuales, etc. Este cambio aparentemente pequeño requirió un cambio sorprendentemente significativo del código de PrusaSlicer. Ahora también puede seleccionar generar el borde exterior, el borde interior, o ambos.
Volúmenes negativos
El volumen negativo te permite restar una malla de otra. De forma similar a como funcionan los operadores booleanos en otros programas 3D. De esta manera puedes, por ejemplo, crear agujeros fácilmente redimensionables directamente en PrusaSlicer. O puedes cargar uno de los objetos de la nueva galería de formas como volumen negativo.
Cambio de color automático para logotipos y carteles
Cuando PrusaSlicer detecta que el modelo se parece a un logotipo o a un letrero, una notificación le ofrecerá añadir automáticamente cambios de color a las alturas correctas. Esta característica fue propuesta por Richard Horne, ¡gracias por la sugerencia! Te ahorra tiempo y elimina las conjeturas de insertar los cambios de color a la altura correcta.
Notificaciones de Consejos del día
Mostramos las pistas “Sabías que” dentro de una notificación, a menudo proporcionando un hipervínculo para resaltar un elemento de la interfaz de usuario (botón de la barra de herramientas, parámetro de configuración) o para abrir la documentación en un navegador web. Cada vez que inicies PrusaSlicer, se te mostrará una notificación de una pista. Puedes desactivarlas en las preferencias.
Simplificación del modelo
Ahora puedes reducir el número de triángulos de una malla mediante la función Simplificar malla. Haz clic con el botón derecho del ratón en el modelo y selecciona Simplificar modelo en el menú contextual. Puedes limitar la simplificación por nivel de detalle o por la proporción de triángulos a eliminar. Esta función también puede utilizarse para crear el “efecto Low-poly” directamente en PrusaSlicer.
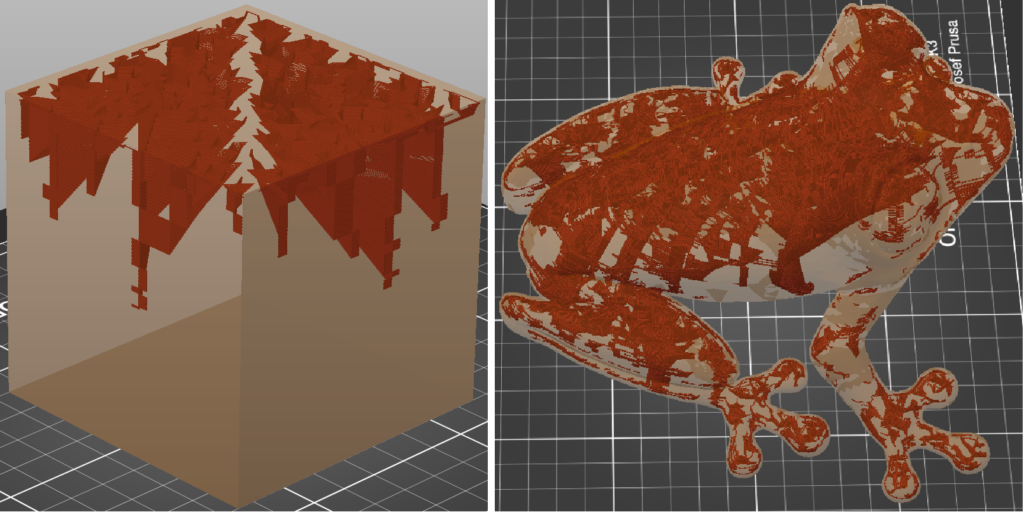
Soporte para los modelos de aviones de 3DLabPrint
Para permitir el corte de los modelos 3DLabPrint, PrusaSlicer implementa una nueva opción de “Modo de laminado”, que permite cambiar entre la regla de relleno “Positivo” (por defecto) y “Par / Impar”. Utiliza la opción “Par / Impar” para laminar correctamente los aviones de 3DLabPrint. Otra nueva opción de “Modo de laminado” “Cerrar agujeros” hace que PrusaSlicer rellene todas las estructuras internas.
Progreso de carga
Cuando se carga el código G a través de la red, se muestra una nueva barra de progreso como notificación especial. Además, el cuadro de diálogo existente “Cola de subida al host de impresión” admite de nuevo la ordenación por columnas y se ha añadido una columna de tamaño de archivo.
Visualización de la zona de colisión de la impresión secuencial
Las zonas libres se visualizan ahora en la escena cuando se mueven objetos y en caso de colisión. Esto hace que sea muy fácil detectar posibles colisiones.
Orientación automática SLA
Recién dejamos que el usuario elija entre 3 algoritmos diferentes de auto-orientación:
- La mejor calidad de superficie
- Pendientes de voladizo reducidas (apoyos mínimos)
- Altura Z más baja (tiempo de impresión más bajo)
Comparar Perfiles
Ahora puedes comparar fácilmente las diferencias entre 2 perfiles con una vista especial. Actívala seleccionando Ventana-Comparar Ajustes.
Visor de texto de código G en el lateral
Al arrastrar el deslizador horizontal en la pantalla de vista previa, se puede inspeccionar el orden de los movimientos en la capa actual. Como novedad, también mostramos el código G generado en la parte izquierda de la pantalla, incluyendo el número de línea. Esto puede utilizarse para el análisis avanzado del código G.
Enviar información del sistema
Con el fin de enfocar nuestros esfuerzos futuros, decidimos recoger opcionalmente alguna información general sobre los sistemas en los que PrusaSlicer se ejecuta habitualmente. Dicha información del sistema nos ayudará a dejar de dar soporte a plataformas obsoletas para concentrarnos en hardware y sistemas operativos actualizados para reducir el coste de mantenimiento, mejorar el rendimiento de PrusaSlicer y aportar nuevas características. Los datos de configuración del sistema recogidos son estrictamente anónimos y puede inspeccionar el contenido completo en el diálogo “Enviar información del sistema”. Este aviso sólo se muestra una vez. Queremos agradecer de antemano a todos los que decidan compartir la configuración de su sistema con nosotros.
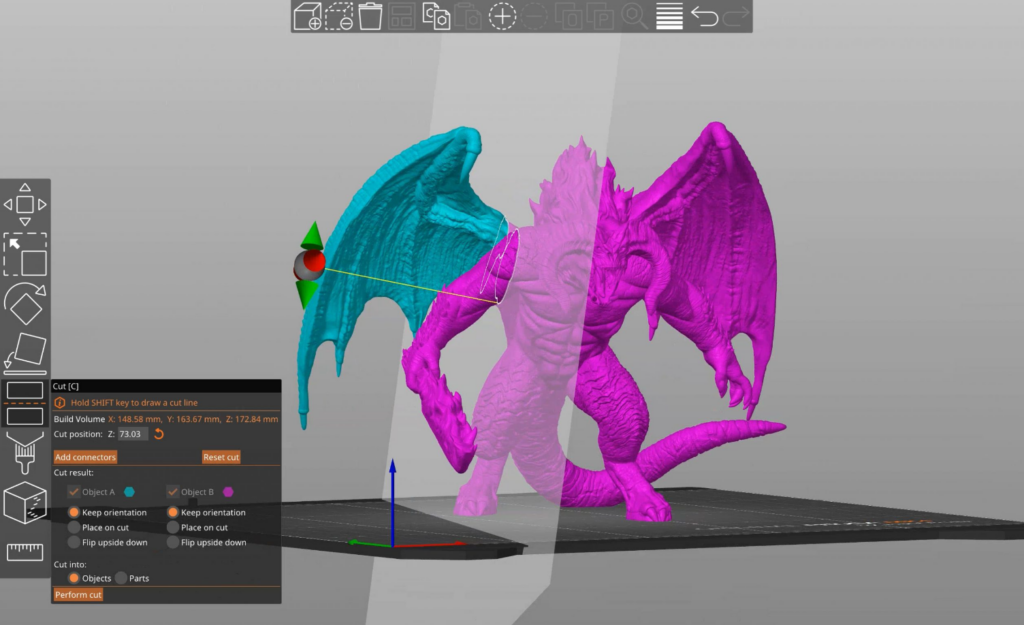
Mover el objeto por debajo de la base de impresión
Based on many requests, we are newly allowing an object to be moved below the print bed to print just the part of the object above the print bed. Arguably this was already doable with the “Cut” tool. But the new way is much simpler to use and very handy, for example, if you just need to flatten the bottom of an uneven object to be printable without a raft. There is also a new button “Drop to bed” at the object manipulation panel to move the object back to the print bed. The intersection of the model with the bed is visualized with a white outline. Moving objects below the print bed is not allowed in SLA mode, for now. It would make the placement of SLA supports confusing.