Version 2.9.1
11. 3. 2025
Sequential printing just got way more exciting!
The PrusaSlicer team is proud to be the first to introduce Smart Sequential Printing Arrange, an advanced solver-based approach that pushes the limits of 3D printing. Our unique algorithm intelligently arranges objects to prevent collisions, making sequential printing more efficient and reliable than ever. This feature enables your printer to complete individual objects one after another rather than printing everything at once from the bottom layer up.
Sequential printing drastically reduces nozzle travel and is especially useful when you need to eliminate stringing and oozing between individual objects. It also helps maintain consistent layer adhesion, reducing issues like delamination (layer separation) or poor bonding between layers. Moreover, it could also prevent losing multiple half-finished prints if one of the objects detaches from the print bed. Finally, you can sequentially print multiple objects in vase mode, which is impossible with normal printing!
Additionally, a 3D extruder model is rendered while browsing through the Preview with the horizontal slider (as seen above). This little “time-lapse” speaks volumes—for successful sequential printing, no part of the extruder (or axis rods and cables) can bump into any of the objects already on the plate. The calculation requires detailed information about the extruder geometry, which is why the feature is now only available for Prusa printers (except the MK2). We might add support for third-party printers later.
To try out sequential printing, just enable Complete individual objects (in Print Settings → Output options) and then use the Arrange tool (or press “A”) in the Plater view. Then, you can press “E” to display the printing sequence.
Cooperation with academia
We implemented this feature in cooperation with Professor Pavel Surynek from the Czech Technical University in Prague, who created the advanced printing algorithm, which will even be published in a scientific paper. This is one of the excellent outcomes of our long-term collaboration with academia. After all, we are Prusa Research!
Bond any filaments with multi-material interlocking!
PrusaSlicer can now interlock neighboring parts made from different materials, creating a cross-hatching boundary between them. This creates a bond for filaments that don’t usually stick together, such as PLA, PETG, and FLEX, greatly simplifying the process of printing on multi-extruder printers like Prusa XL. Before this interlocking feature, you would need cleverly designed models with anchors to lock the materials together physically.
{kind=link}

A shopping bag carrier with a partially flexible handle for a more comfortable grip. The cross-hatching texture between the materials is hidden inside the print, while the outside remains nice and clean.
Interlocking works both for specifically designed models with separate meshes and for materials assigned with painting tools and modifiers within PrusaSlicer. This simplifies the design process and can quickly turn a regular model into a multi-material one.
A cable passthrough grommet with a flexible cable tunnel and rigid outer structure.
To try this feature, enable “Use beam interlocking” in the Multiple Extruders settings. The slicer will handle the rest. Of course, you can fine-tune the result with various settings.
The feature was initially developed in Ultimaker Cura and subsequently ported to OrcaSlicer. With only minor modifications, it was derived and implemented in PrusaSlicer. We are grateful to everyone involved in developing this feature!
Automatically generate reliable supports for SLA
We are introducing a completely new SLA support spot generator that replaces the current solution and provides more accurate and predictable support placement. The new algorithm better identifies the areas that need support and adjusts the support strategy accordingly. It is also non-randomized, consistently producing the same results when given the same input. Overall, this represents a significant improvement over the previous algorithm, which often failed spectacularly, even in very simple cases.
Additional changes make it easier to manage supports and enhance visual feedback:
- Support density can now be adjusted using a single slider—moving it instantly updates the preview, allowing for smooth and quick adjustments and fine-tuning.
- A new toggle for displaying the support structure allows users to hide or show the entire support construction for better model visibility.
- Manually added points are no longer ignored – when the user presses Automatic Support Generation, the algorithm considers them and adjusts the surrounding support density accordingly.
- Support types are color-coded, distinguishing islands, manual edits, and overhang supports.
Simplified printing with different materials
PrusaSlicer will now prompt you to use a new setting called Bed temperature by extruder when printing with multiple materials. This setting helps you choose the appropriate temperature that would work best for all materials.
We also released an updated configuration profile for Prusa XL that includes the Breakaway presets. These are specifically designed for printing the main object and supports with different filaments, such as PLA and PETG. As mentioned above, these materials don’t stick together well, which is ideal for creating easily removable supports.
Other improvements
We added new parameters handy for fine-tuning, which can be found in the Speed section of Print Settings. You can now separately set the First layer solid infill speed, and also the speed of infill over bridges – useful if you want to slow down only on these tricky areas specifically.
In the SLA Material printing profiles, you can now click one of the new buttons to quickly set all tilt-related fields to predefined values corresponding to the legacy profiles: Fast, Slow, and High Viscosity.
As always, there are many more improvements and bug fixes that couldn’t fit into our blog post. Please see the Github release page for detailed information about all the changes!
Happy slicing!
Version 2.9.0
20. 12. 2024
Multiple beds and bulk export
You can now use up to 9 beds in a single scene. This allows you to handle more complicated projects (which do not fit a single bed) more easily than before. All the beds share the same print settings, so you would typically use this feature to organize multi-part prints. The Arrange tool now spreads objects across multiple beds if they would not fit on a single one. A separate button that arranges objects only within the active bed was also added.
Beds are also automatically added and removed based on your interaction. Simply move objects to the space where another bed would be, and it will spawn. The beds are always arranged in the same 3 x 3 grid, making them easy to keep track of.
You can slice the beds individually or all at once. If you choose the latter option, you can then bulk export the G-codes or add them all to the print queue via Prusa Connect. The export screen even provides useful statistics about the overall print time and filament use.
Automatically detecting multiple beds in older PrusaSlicer projects
PrusaSlicer had a minimal concept of virtual beds for many years, which is obvious from the Arrange function. When there were too many objects to place on a single bed, PrusaSlicer would keep adding them spaced as if there were other beds next to each other. If you load such a project into PrusaSlicer 2.9.0, this situation is detected and the objects on these virtual “beds” are moved so they actually end up on a non-virtual bed in the grid. It’s also worth mentioning that several PrusaSlicer forks (OrcaSlicer/BambuStudio) have already expanded on the original functionality and while the implementation in PrusaSlicer is completely independent, it was useful to see how they approach the problem.
Scarf seams
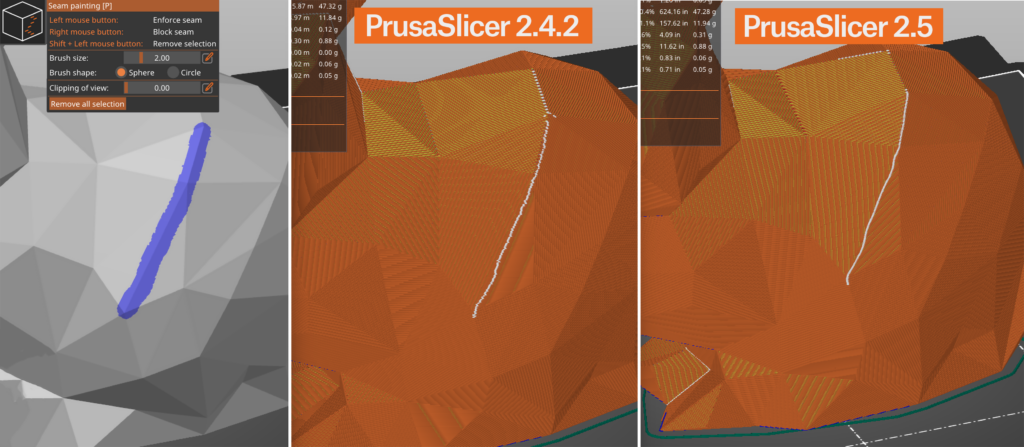
We’ve added a new seam option dubbed “scarf seams” by the community. Its primary purpose is to hide visible seams on smooth perimeters, which is achieved by overlapping extrusions at the start and end of a perimeter loop. The name of the feature originates from a similar technique in woodworking called the “scarf joint.”
In the example above, a cylinder is printed with both a regular seam and a scarf seam. Number one marks the scarf seam start, number two is its end, and number three is a standard seam. The scarf seam greatly reduces the visibility of the usual seam. Yet, it is not a silver bullet, as it may generate a new “ghost” seam, albeit much less visible than the original seam.
Thanks to @MichaelJLew and @vgdh for coming up with this idea, and @Noisyfox for its implementation into OrcaSlicer. Our implementation is original but mimics the functionality of the OrcaSlicer feature.
Printables integration
Printables is now a persistent tab in Prusaslicer’s top bar. It is available to all users, even without logging in. The tab is implemented as a webpage within a WebView, allowing users to access the familiar features and functionalities of the Printables website.
Similarly to the web version, you can browse 3D models within the Printables tab and seamlessly open them on the Plater tab using the Slice button featuring the Printables logo, or send G-codes directly to your printer via Prusa Connect.
Paint-on fuzzy skin
The new fuzzy skin painting tool, available from the left toolbar, allows you to easily add fuzzy skin to parts of objects without using modifiers. It features a few brush types and a smart fill tool similar to the multi-material tool and the support painting tool.
This new tool complements the overall improvement of fuzzy skin generation. Previously, it split an object into separate regions with their own perimeters. The new implementation works as you would intuitively expect, only affecting the outside perimeter. The texture quality of the fuzzy skin has also been improved.
Improvements in painting tools and multi-material slicing
The height range tool was added to the multi-material painting, allowing you to create perfect horizontal stripes of color across the whole object.
The bucket tool has also been improved and now includes a fill angle setting, similar to the smart fill tool. This works great with the height range tool, which you can use to mark the borders for coloring.
The processing of painted models has been improved, and various types of artifacts have been fixed. This means the sliced models will now better match how they were painted.
Support for printing with different nozzle diameters
Experimental support for printing with different nozzle diameters on multi-tool printers, such as the Original Prusa XL, is now available for experienced users and developers. This workflow allows combining nozzles of different diameters (e.g., a smaller one for fine perimeters and a larger one for fast infill). Check out our Knowledge base for a step-by-step tutorial.
Check out the PrusaSlicer release page for further details about the above-mentioned features and the complete list of all changes and bug fixes.
We truly appreciate all the wonderful contributions from our community members who help make PrusaSlicer and its forks even better!
Version 2.8.1
19. 9. 2024- Aufgrund des Feedbacks, das wir nach der Veröffentlichung von 2.8.0 erhalten haben, wurde die Menüleiste wieder eingeführt und das Menü wird nicht mehr unter einer Schaltfläche versteckt. Vielen Dank an alle für das Feedback, es war sehr hilfreich und wird bei möglichen Entscheidungen im Zusammenhang mit der Benutzeroberfläche in Zukunft berücksichtigt werden.
- Wenn Sie sich mit dem PrusaAccount über die Autorisierung durch Dritte (Google, Apple, Facebook) anmelden, wird ein externes Browserfenster geöffnet, sodass der Benutzer seine Zugangsdaten nicht in von PrusaSlicer erstellten Fenstern eingeben muss.
- Die integrierte Web-Engine merkt sich den Benutzer nach dem Abmelden nicht mehr.
- Es gibt zwei neue Parameter:
Filament->Erweitert->Abrasives MaterialundDrucker->Extruder->High-Flow-Düse. Beide Flags werden verwendet, um zu überprüfen, ob ein geslicter G-Code mit dem jeweiligen Drucker kompatibel ist (abrasives Material erfordert eine gehärtete Düse) und um sicherzustellen, dass die Funktion „Als aktuell festlegen“ in PrusaSlicer integriertem Prusa Connect das geeignete Profil für die jeweilige Konfiguration auswählt.
Beachten Sie, dass diese Funktion seit der MINI/MK4/XL-Firmware-Version 6.2.0-alpha1 unterstützt wird und dass die Implementierung in Prusa Connect noch nicht vollständig abgeschlossen ist, was bedeutet, dass der Dialog, in dem der Drucker ausgewählt wird, diese Informationen nicht verwendet – er wird später funktionieren, ohne dass eine neue Slicer-Version heruntergeladen werden muss. - Die automatische Ausrichtung von Brücken wurde verbessert. Probleme mit nicht verankerten Brücken, die durch eine ungünstige Wahl ihres Winkels verursacht werden, sollten nun seltener auftreten, obwohl es immer noch eine große Anzahl von Szenarien gibt, in denen die Lösung suboptimal ist.
- Die Ausgabe der Befehlszeilenoption
--query-printer-modelswurde um die Bettform und -abmessungen erweitert. Beachten Sie, dass benutzerdefinierte Bettformen derzeit nicht unterstützt werden. - Die Benachrichtigung „Neue Version verfügbar“ kann jetzt verwendet werden, um den Benutzer auf unsere Webseite zu leiten, anstatt nur die ausführbare Datei herunterzuladen. Ab sofort veröffentlichen wir zwei verschiedene Linux-AppImages, sodass der Benutzer auswählen kann, welches er herunterladen möchte.
- Es wurde eine neue Infill-Art namens „Zickzack“ erstellt. Es verhält sich genauso wie das geradlinige Muster, außer dass das Muster zwischen den Schichten ausgerichtet ist (das geradlinige Muster ist für kurze Wege optimiert, was zu Unregelmäßigkeiten führt). Das Drucken des neuen Infills kann daher etwas länger dauern, obwohl der Effekt bei den meisten Drucken vernachlässigbar ist. Es ist möglich, dass das geradlinige und das Zickzack-Muster in einer der kommenden Versionen zu einem einzigen Infill-Typ zusammengeführt werden.
WICHTIGER HINWEIS FÜR LINUX-BENUTZER!
PrusaSlicer ist jetzt von der WebKit-Bibliothek abhängig, was die Verbreitung erheblich erschwert. Die neuesten Linux-Distributionen (wie Ubuntu 24.04, Fedora 40) werden mit einer neueren Version von WebKit ausgeliefert als ältere (aber immer noch unterstützte) Distributionen. Die Bündelung von WebKit in das AppImage ist schwierig und möglicherweise nicht möglich.
Daher stellen wir jetzt zwei separate AppImages zur Verfügung, die beide von der Webkit-Bibliothek abhängen. Sie müssen möglicherweise das entsprechende Paket installieren, bevor Sie PrusaSlicer ausführen können.
| Build | min libwebkit2gtk Version | Distributuionsbeispiele |
|---|---|---|
| ältere Distributionen | 4.0 | Ubuntu 22.04, Fedora 39, Debian 11 |
| moderne Distributionen | 4.1 | Ubuntu 24.04, Fedora 40, Debian 12 |
Die AppImages können sich selbst extrahieren, wenn sie mit dem Befehlszeilenparameter --appimage-extract ausgeführt werden.
Es ist sehr wahrscheinlich, dass PrusaSlicer erst ab der nächsten Version auf die Flatpak-Bereitstellung umstellt. Das AppImage war sinnvoll, als es noch im „Bundle What You Can“ verwendet werden konnte, aber mehrere verschiedene AppImages verteilen und die erforderliche Build-Infrastruktur warten zu müssen (und sich immer noch Gedanken darüber zu machen, was aktualisiert werden muss, wenn ein Update für eine Linux-Distribution veröffentlicht wird), bedeutet Zeitverlust, die wir viel lieber in die eigentliche Arbeit an PrusaSlicer investieren würden.
Version 2.8.0
27. 6. 2024This release introduces several UI improvements, Prusa Account login and Prusa Connect integration, improved G-code viewer, better seams, single perimeter for top and bottom layers, and more many more improvements and bugfixes.
Improved UI
We have decided to do several tweaks to the user interface. It is by no means a complete redesign, so the controls are mostly where you are used to find them. The most visible change is the top bar. The system menu was removed (on Windows and Linux only) and it is now accessible through a separate button at the very left of the top bar. The settings tabs are now larger and styled. The larger top bar allowed us to integrate the Search field into it, so it is readily accessible and it looks the same regardless of which tab is active (unlike in previous versions). The right part of the top bar features the Simple/Advanced/Expert switch (which is newly a dropdown) and the PrusaAccount login box.
Next, both sliders in the Preview have been completely reworked and are now part of the 3D scene, instead of being placed in a neighboring panels. Apart from looking nicer and more modern, removing the side panels means that the canvas size is larger. It also comes with a nice benefit that switching back and forth between the 3D view and Preview no longer shifts the view, the views are now perfetly aligned.

Credits go to BambuStudio, whose sliders were used a starting point for the implementation (although we later ended up rewriting most of it to fit current PrusaSlicer architecture).
Topping the list of the UI improvements, the spacing and icon size in the toolbars in the scene was slightly changed. The toolbars are now nicer and look less cramped.
Prusa Connect integration
Prusa Connect is our online system to control printers from the browser and distribute print jobs among them. Starting with this release, Prusa Connect is accessible directly from PrusaSlicer to streamline the workflow. A login box was added to the right of the top bar. When the login is successful, one more tab (Prusa Connect) will appear in the top bar. This tab will present your Prusa Connect dashboard and all features that you are used to.
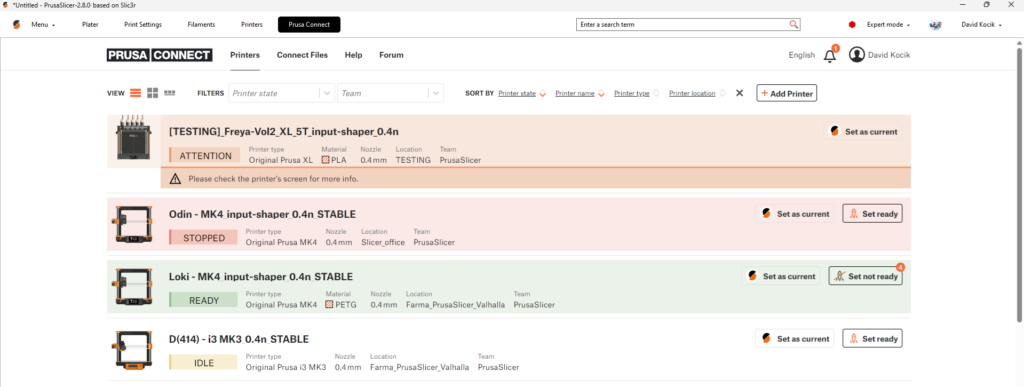
When logged in, PrusaSlicer keeps track of the status of your printers and it also knows with which of your printer profiles they are compatible (printer model, MMU capabilities and nozzle diameter are checked). When a printer compatible with a given printer profile is in Prusa Connect, a little colored dots will appear in the printer profile dropdown in the right panel, displaying current status of that printer. The summary of the state of connected printers is shown just below the dropdown.
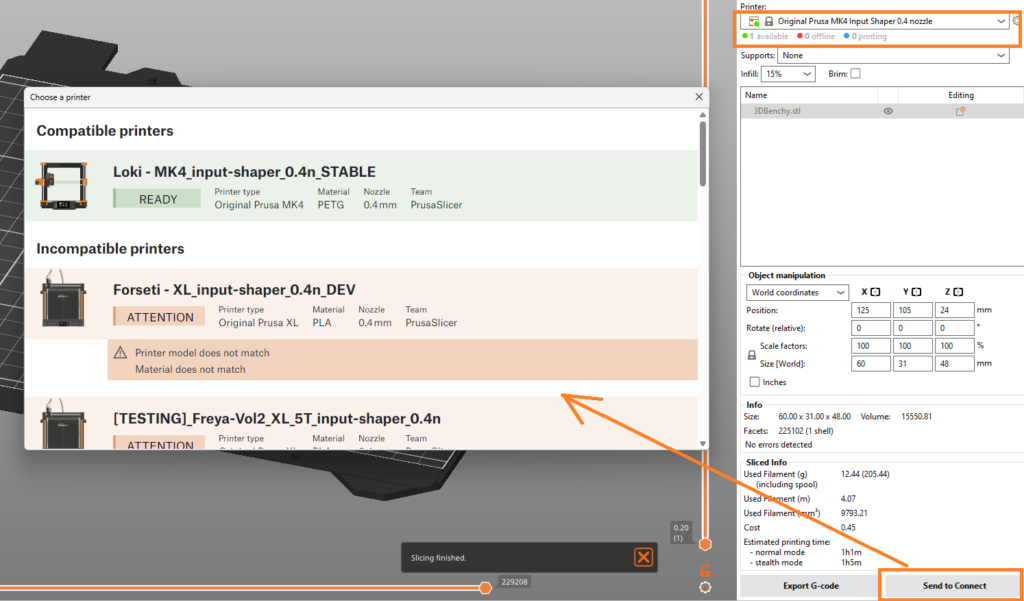
When a G-code is ready to be exported, a ‘Send to Connect’ button appears in the right panel. Clicking this button will open a dialog window presenting all your Connect printers compatible with the current project and allowing you to send the generated G-code to one of them.
To streamline the workflow in the other direction, there is an extra button in Connect labeled “Set as current”, which is shown for every printer. Clicking it will switch back to Plater tab and select first compatible printer profile automatically. The language settings and light/dark mode in the Prusa Connect tab is automatically switched so they match what is currently selected in PrusaSlicer.
Previous way of sending G-codes to Prusa Connect using a physical printer profile is deprecated. Users should stop using physical printers for Prusa Connect, although the support will be maintained for some time. Nothing changes with regard to PrusaLink or the other print hosts.
Note that logging in or using Prusa Connect is completely optional. PrusaSlicer will work fine without the login, as it has worked before. We are considering to add a Preferences checkbox to hide the login box completely to not bother people who intend to never use it anyway.
Improved G-code Viewer
The integrated G-code Viewer has been significantly reworked to improve its performance. Less data are now transmitted between the CPU and GPU and more of the work is now performed on the GPU side.
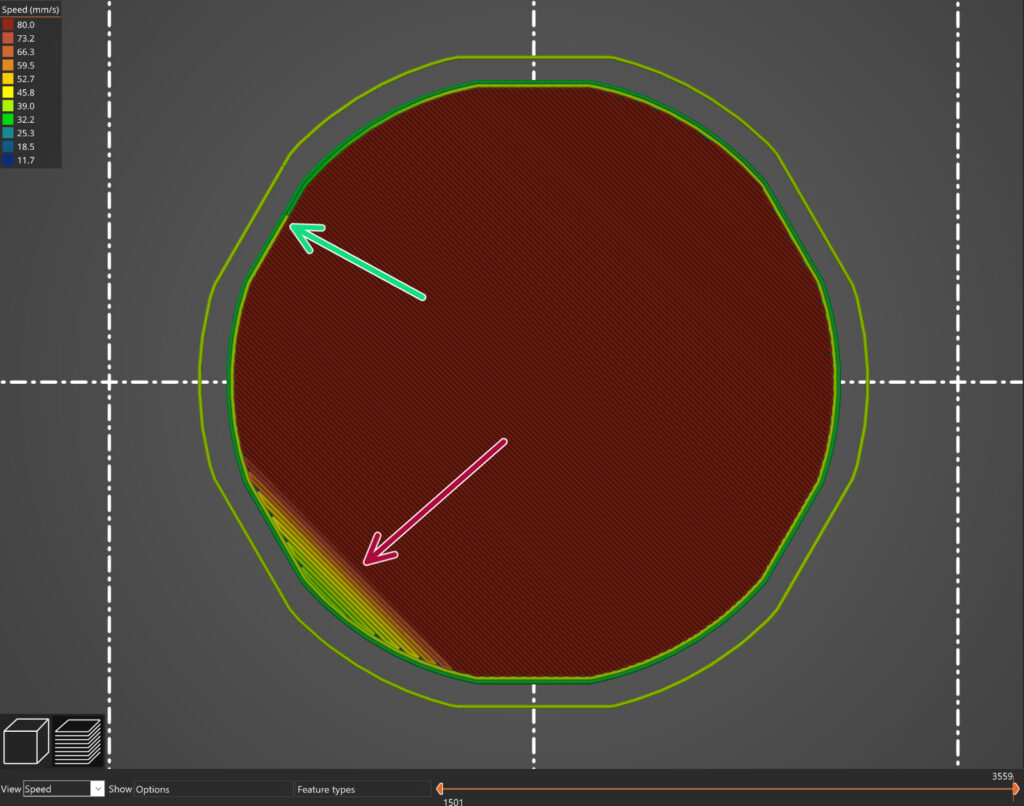
Furthermore, G-code Viewer is now able to visualize actual speed. The printer accelerates and decelerates when direction changes, so even though the required speed is set to a given value, it takes some time to reach it (if it is reached at all). The acceleration limits are (as they always were) configurable in Printer Settings -> Machine limits and PrusaSlicer always calculated with the acceleration and deceleration phases to get precise time estimate, but it did not allow to visualize them.

Note that the same disclaimers as for precise time estimates hold. If the machine limits are set incorrectly (in the sense that the printer uses different values), both the time estimate and the real speed visualization will not align with reality. Also, the actual speed visualization is not available for firmware flavors for which slicer does not allow setting the machine limits.
In addition, when moving the horizontal slider, there is a new popup dialog showing the data that G-code Viewer has about current segment, including the actual speed profile:
Single Perimeter for top and bottom layers
We have ported an option to use single perimeter for (top) solid infill layer. The feature can be configured in Print Settings -> Only one perimeter and based on the configuration, it results in single perimeter on all solid infill layers, on top solid infill layers or on topmost solid infill layers. This generally leads to improved visual look of the printed object, without sacrificing structural rigidity.
This is a frequently requested feature, which was first implemented in SuperSlicer, ported over to OrcaSlicer and then reimplemented in BambuStudio. We have ported the code from BambuStudio with only small changes. Even though we ended up not using the original SuperSlicer implementation, we would like to thank to everyone who implemented the feature there and who worked on a PR with the port (#10648), namely @supermerill, @vovodroid, @mjonuschar. Thanks also go to @bambulab for rewriting the feature later.
New system profile updating system
Since Slic3rPE 1.40 (released six years ago), PrusaSlicer has a built-in profile updater. Its task is to deliver read-only “system” profiles, which are fine tuned for the given printer and filament, sparing the user from having to tweak the individual parameters. The database of profiles has been growing ever since, and it contains many profiles, both for Prusa products and products from other vendors.
We have now split the profile database into several profile “repositories”. Profiles are updated only from repositories that PrusaSlicer is subscribed to. The repositories are selected at the beginning of the Configuration Wizard. The transition of your previous configuration requires no action on the user’s side, the repositories are automatically selected based on your currently installed profiles.
This brings the following benefits:
- Configuration Wizard loads faster, because it generally processes less data.
- Notifications informing about an existing update are only shown for your active repositories. E.g. if you only use SL1 printer, you are not disturbed by notifications about updated filament profiles, which are not relevant to you.
Offline updates
We have also covered the problem of updating system profiles on computers without internet connection. Not connecting a computer to the internet is an obvious security measure in environments where data leaks would pose a problem. However, the profile updater in PrusaSlicer relied on internet connection and there was no way of updating the profiles on such off-the-grid stations. They had to rely on undocumented and very user-unfriendly copying of configuration folders, transferring settings as config bundles, etc.
It is now possible to download a file containing the configuration update for a given repository from our website (note that the URL and the website are also in an alpha stage). This file can then be loaded as an “Offline repository”, and the configuration process treats is the same way as it would use an online update. This gives the user a possibility to update profiles by transferring this file to the off-the-grid computer on a removable drive, distribute it using a local network storage, etc.
These files can be loaded (and removed) also in the Configuration Wizard. PrusaSlicer remembers path to the loaded files and it tries to use them anytime when configuration update is triggered.
Seam improvements
Placement of seams is not a very well defined task, and it has many solutions. After the last big batch of changes in the seam placing algorithm (in 2.5.0-alpha2), the placing of seams was detrimental on various models.
In this release, the seam-placing algorithm was significantly changed to improve the results. We also did some other changes which allow the seam placing algorithm to do a better job. To name the most visible improvements:
- The ordering of perimeters was optimized to avoid unnecessary long travels between individual loops.
- To further reduce long travels, in some special cases where there are two external perimeters the seams are placed in roughly the same spot.
- The previous algorithm for aligned seams produced the seams from discontinuous “seam chains” picked heuristically on the object’s surface. Consequently, the old algorithm needed to fit a curve through the resulting seam points to achieve an aesthetically pleasing result. This worked for some models but produced worse results on others, where a strange “wiggling” appeared in places where a straight line was expected. This was particularly noticeable on very simple cylindrical models. The new seam aligning algorithm avoids this issue by employing a simpler strategy, more similar to the one used before 2.5.0-alpha2. It plans the seam from the bottom up, snapping to sharp corners. This approach generates several possible seams and selects the best one based on visibility criteria.
- One of the improvements in 2.5.0-alpha2 was the use of a seam visibility metric for seam placement. This worked well for seam hiding and the new algorithm still uses the visibility metric as the main criterion to pick the best seam possible.
- Previously, a single algorithm with different optimization criteria was used for both the aligned seam and the rear seam. This meant that the rear seam placement suffered from the same issues as the aligned seam algorithm (notably the artifacts produced by curve fitting). Another reported issue with the rear seam algorithm was that it had no notion of object center. In many use cases it is desirable that the seam is not only in the rear part of the object but also centered. Now there is a completely new separate algorithm for rear seam placement that tries to satisfy both criteria (rear and center).
- The nearest seam algorithm is now fully separated. It now simply first searches for the nearest corner to the previous position. If there is none it picks the nearest point on the perimeter.
Version 2.7.4
5. 4. 2024Dies ist eine kleine Patch-Version:
- Objekte aus 3MFs, die von BambuStudio generiert wurden, behalten nun die Multimaterialbemalung bei, wenn sie geladen werden.
- Beseitigung eines Fehlers, bei dem das Herunterladen von Dateien aus Printables nicht funktionierte, wenn es in den Einstellungen aktiviert war
Version 2.7.3
28. 3. 2024Dies ist die stabile Version, die kleinere Verbesserungen und verschiedene Bugfixes enthält.
Verbesserungen beim Drucken von mehreren Materialien
Wir haben Änderungen an den Einstellungen für das Druckvolumen und neue Filament-Spitzenroutinen implementiert, die von der MMU3 auf dem MK4 verwendet werden.
Vasenmodus Glättung
Bei der Verwendung des Spiralvasenmodus werden die Werkzeugpfade wie üblich generiert und die daraus resultierenden Profile dann extrudiert, während z allmählich erhöht wird. Dieser Ansatz führte zu nahtähnlichen Artefakten auf dem Druck an Stellen, an denen sich normalerweise die Schichtübergänge befinden würden. Außerdem würde die letzte Schicht abrupt enden, so dass eine scharfe “Kante” entsteht, an der das Profil endet.
Beide Probleme wurden von @andrewboktor angegangen, indem zwischen benachbarten Schichten interpoliert und der Extrusionsfluss ganz am Ende des Drucks allmählich reduziert wurde. Die Verbesserung wurde vor kurzem in OrcaSlicer integriert, und wir erhielten einen Pull Request mit einer Portierung auf PrusaSlicer. Nachdem wir die Funktion bewertet haben, haben wir beschlossen, sie einzubinden, da sie gut geschrieben ist, gut funktioniert und sehr nützlich ist.
Vielen Dank an @andrewboktor für die Zeit und Mühe, die er in das Problem investiert hat, und an @vovodroid und @tg73 für die Bereitstellung eines Pull Requests mit einer Portierung von OrcaSlicer.
Unterstützung für in BambuStudio erzeugte 3MF-Dateien
PrusaSlicer ist jetzt in der Lage, 3MF-Dateien zu öffnen, die von BambuStudio erzeugt wurden, und Geometrie daraus zu laden. (#10718, PR #10808, Dank an @cmguo). Bitte beachten Sie, dass BambuStudio es erlaubt, eine 3MF zu speichern, die nur G-Code enthält. Dies wird von PrusaSlicer nicht unterstützt und das Laden solcher 3MFs wird fehlschlagen.
Metadaten mit Begrenzungspolygon für jedes Objekt
Metadaten von binären G-Codes haben einen neuen Eintrag namens objects_info, der alle Objekte im Druck und ihre Begrenzungspolygone auflistet. Die gleichen Informationen wurden in die Kommentare am Ende von ASCII-G-Codes eingefügt. Dies ist nützlich, um die Funktion Objekt abbrechen über Prusa Connect fernzusteuern.
Version 2.7.2
29. 2. 2024Dies ist die stabile Version, die kleinere Verbesserungen und verschiedene Fehlerbehebungen enthält.
Verbesserte Multi-Material-Bemalung
Wir haben mehrere Mechanismen implementiert, um ein ungültiges Voronoi-Diagramm zu erkennen. Durch Manipulation der Eingabe konnten wir sicherstellen, dass das Voronoi-Diagramm gültig ist. Außerdem haben wir einen wesentlichen Teil der Multi-Material-Malerei von Grund auf neu implementiert, was zusammen mit den oben genannten Änderungen alle Probleme mit verschütteten Schichten bei der Multi-Material-Segmentierung lösen sollte.
Farbwechsel (M600) Community-getriebene Verbesserung
Früher platzierte PrusaSlicer den Farbwechsel (M600) direkt nach der Fertigstellung der vorherigen Schicht. Die Standardimplementierung des Farbwechsels in so gut wie allen Firmwares setzt die Düse genau an die gleiche Position zurück wie vor dem Farbwechsel. Als Folge dieses Verhaltens würde ein kleiner Klecks Filament mit der neu geladenen Farbe am Druck hängen bleiben.
Unsere Community, insbesondere @Nohus, fand eine Lösung, den Farbwechsel nach dem Wechsel zur nächsten Schicht und Position zu platzieren, was sich als wesentlich einfachere und universellere Lösung erwies als die Änderung der M600-Implementierung auf der Firmware-Seite. Vielen Dank, Nohus, für Ihre Umsetzung und an alle, die sich am Testen seiner Änderung beteiligt haben.
Ramping Verfahrbewegungen: Reibungsloser und effizienter
Wir haben die in 2.7.1 eingeführten Änderungen an den spiralförmigen Schichtwechseln durch ein verfeinertes Rampenprofil ersetzt. Die spiralförmigen Schichtwechsel halfen zwar, das Stringing zu reduzieren, verursachten aber manchmal Farbkleckse und Artefakte. Mit dem neuen und verfeinerten Rampenprofil wird das Stringing immer noch gemildert, ohne die Nachteile der schraubenförmigen Bewegungen.
SLA Überschreibungen
Für den SLA-Druck haben wir Material Overrides eingeführt. Diese neue Funktion, die die Flexibilität des FDM-Slicens widerspiegelt, ermöglicht es, ausgewählte Konfigurationsoptionen aus den Druck- oder Druckereinstellungen in den Materialeinstellungen außer Kraft zu setzen. Es gibt eine neue Parameterseite in den Materialeinstellungen, die es ermöglicht, die Parameter, die überschrieben werden sollen, zu überprüfen und ihren Wert neu zu definieren.
Abschied von Perl
PrusaSlicer hat seinen Ursprung in dem Projekt Slic3r, das ursprünglich in der Skriptsprache Perl geschrieben wurde. Im Laufe der Jahre haben wir fast den gesamten Code umgeschrieben. Zuerst den Kern zum Slicen, dann die Benutzeroberfläche. Jetzt haben wir alle verbleibenden Unit-Tests, die noch auf Perl basieren, in C++ umgeschrieben. Auf Wiedersehen, Perl. Wir werden dich nicht vermissen.
2.7.1
14. 12. 2023Dies ist die stabile Version, die kleinere Verbesserungen und verschiedene Fehlerbehebungen enthält.
Binäre G-Code Einstellungen
Die Option Als binären G-Code exportieren wurde aus den Druckeinstellungen entfernt. Stattdessen gibt es eine neue Option in den Druckereinstellungen mit dem Namen Unterstützt binären G-Code, so dass sie auf Druckerebene eingestellt werden kann. Außerdem gibt es einen neuen globalen Schalter in Voreinstellungen->Andere, der steuert, ob binärer G-Code für Drucker erzeugt wird, die ihn unterstützen. Es ist jetzt viel einfacher, die Funktion ein- oder auszuschalten, ohne Änderungen an den Profilen vorzunehmen.
Reinigungsturm Gewicht
Das Gewicht des Reinigungsturms wurde in die G-Code-Metadaten aufgenommen, so dass es leicht in der Druckstatistik auf dem Display des Druckers angezeigt werden kann.
Behobene Fehler in Bezug auf 2.7.0
Beseitigt wurde das Problem, dass bei aktivierten Rampenverläufen manchmal ein Perimeter auf der Ebene fehlte, auf der die Spirale beginnt.
Beseitigt wurde ein Absturz bei der Auswahl von geprägtem Text, während ein SVG-Werkzeug geöffnet ist.
Beseitigt wurde ein Fall, in dem schraubenförmige Schichtwechsel zu Bewegungen außerhalb des Bettes führen konnten.
Beseitigt wurde ein Fall, in dem der schraubenförmige Schichtwechsel auch dann aktiviert war, wenn es keinen Einzug beim Schichtwechsel gab.
Version 2.7
8. 12. 2023SVG Prägewerkzeug
Zusätzlich zum Textprägewerkzeug, das erstmals in PrusaSlicer 2.6.0 vorgestellt wurde, ist es nun möglich, SVG-Bilder auf die Modelle zu prägen. Die Funktion kann über einen Rechtsklick aufgerufen werden und bietet ähnliche Optionen für Projektion und Manipulation wie das Textwerkzeug. Sie können jetzt einfach ein SVG-Logo, einen Titel oder sogar einen QR-Code per Drag & Drop in ein bestehendes 3D-Modell einfügen.
Neues binäres G-Code Format
G-Code-Dateien sind leicht zu lesen und zu interpretieren, haben aber den Nachteil, dass die Daten nicht effizient gespeichert werden und die Dateigröße oft sehr groß ist. Die Komprimierung der Datei ist problematisch, da die Drucker in der Regel auf eingeschränkter Hardware laufen und möglicherweise nicht genügend Speicher und/oder CPU-Leistung haben, um die Datei zu dekomprimieren. Mehrere Lösungen für das Problem wurden von Mitgliedern der Community vorgeschlagen, wie z.B. die MeatPack-Kodierung (die sich die Tatsache zunutze macht, dass der Zeichensatz eines typischen G-Codes sehr begrenzt ist) oder der heatshrink-Komprimierungsalgorithmus (der einen sehr geringen Speicherbedarf hat).
Wir schlagen einen neuen Standard für ein binäres G-Code Format zur Kodierung und Komprimierung von ASCII G-Code Dateien vor (siehe die Spezifikation). Das Format ist flexibel und die Kodierung und Komprimierung der einzelnen Blöcke ist variabel. Wir stellen auch eine libbgcode Bibliothek zur Verfügung, die die Routinen zur Konvertierung von ASCII G-Codes in binäre Codes und umgekehrt enthält. Die Bibliothek ist in C++ geschrieben und das Repository enthält Bindungen für Python.
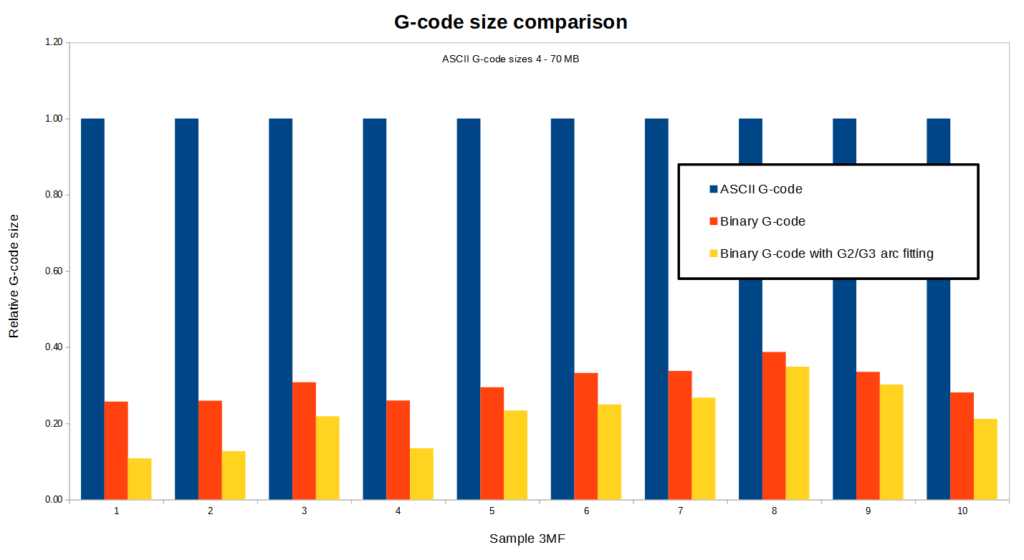
Beim Vergleich der Größen von ASCII- und binärem G-Code hängt das Ergebnis vom Inhalt des G-Codes ab. Unsere Tests zeigen, dass die Verwendung von binärem G-Code die Größe im Durchschnitt um etwa 70 % reduziert. Die gleichzeitige Verwendung der Bogenanpassung (wie oben beschrieben) kann die Größe sogar noch weiter reduzieren. Die folgende Tabelle zeigt den Vergleich für 10 zufällig ausgewählte 3MF-Projekte:
Die Unterstützung für das neue .bgcode Dateiformat wurde in PrusaSlicer implementiert, einschließlich des Exports, des Ladens von Konfigurationen, der Vorschau von G-Code oder Dateizuordnungen. Der Export von binärem G-Code kann in Druckeinstellungen->Ausgabeoptionen->Export als binärer G-Code aktiviert werden. Eine Option zur Konvertierung von ASCII-G-Code in binären Code (oder umgekehrt) wurde im Menü Datei hinzugefügt.
Um einen binären G-Code zu drucken, muss er von der Firmware des Druckers unterstützt werden. Bei den Original Prusa MINI, MK4 und XL Druckern wird dies seit Version 5.1.0-alpha2 unterstützt. Es ist notwendig, die Drucker-Firmware zu aktualisieren, bevor Sie das binäre G-Code-Format verwenden.
Wir möchten Scott Vokes (@atomicobject) für seine Arbeit an heatshrink und
Scott Mudge (@scottmudge) für die Entwicklung und Pflege von MeatPack danken.
Weitere Verbesserungen
- Benutzerdefinierter G-Code-Editor
- Funktion Objekt abbrechen
- Verbesserte Benutzeroberfläche
- Generieren Sie Wi-Fi Zugangsdaten für Ihren MK4 / MK3.9 / XL / MINI 3D Drucker für eine einfachere Netzwerkverbindung
- PrusaConnect Druckhost ist jetzt für Original Prusa MINI Drucker verfügbar
Version 2.6.1
6. 9. 2023Verbessertes Anordnungswerkzeug
Die Funktion Anordnen wurde erheblich verbessert und kann nun Objekte innerhalb konkaver Bereiche platzieren, die von anderen Objekten gebildet werden.
Zurzeit gibt es drei verschiedene Ebenen der Geometriebehandlung, die über ein Dropdown-Menü im Dialogfeld Anordnen ausgewählt werden können:
- Schnell – im Wesentlichen das alte Verhalten, bei dem nur die konvexen Hüllen der einzelnen Objekte berücksichtigt werden
- Ausgewogen – ein immer noch recht schnelles Profil, das die gesamte Formkomplexität der Objekte, die nicht angeordnet werden, und die konvexe Hülle des aktuell angeordneten Objekts berücksichtigt.
- Genau – berücksichtigt die gesamte Formkomplexität der einzelnen Objekte unter allen Umständen
Das Profil “Ausgewogen” liefert in den meisten Fällen sehr ähnliche Ergebnisse wie “Genau”, ist aber in der Regel um mehrere Größenordnungen schneller.
Als weitere Verbesserung werden nun beliebige Bettformen unterstützt.
Verbesserungen am Schnittwerkzeug
Ein neuer Schneidemodus ist jetzt im Werkzeug “Schneiden” verfügbar. Der Modus Schwalbenschwanz erzeugt automatisch eine Nut-und-Feder-Verbindung, die es ermöglicht, ein Teil in das andere zu schieben. Die Geometrie der Verbindung ist im Dialogfeld des Schneidewerkzeugs einstellbar. Außerdem wurde ein neuer Verbindungstyp hinzugefügt (Snap).
Verbesserungen bei der Textprägung
Das in 2.6.0 eingeführte Prägewerkzeug ermöglicht jetzt eine viel bessere Projektion auf gekrümmte Oberflächen. Die Funktion ist über ein Kontrollkästchen Pro Glyphenausrichtung im Dialogfeld Prägen zugänglich. Wenn es aktiviert ist, werden die einzelnen Glyphen (senkrecht) entlang einer gekrümmten Linie auf die Oberfläche projiziert. Die Idee wurde von der Implementierung in BambuStudio inspiriert.
Version 2.6.0
20. 6. 2023Organic Supports
In this release, we are presenting our significantly improved implementation of tree supports, which we call ‘Organic supports‘. We choose a new name for our supports because of their distinctly smooth shape and several differences in their behavior. Our implementation is an evolution of the tree supports by Thomas Rahm, which are significantly improved tree supports originally from Cura. We would like to thank Ultimaker Cura and Thomas Rahm for the effort they have invested into the problem.

In contrast to the previously common implementation of tree supports, the branching of our Organic supports is smarter and we made them straighter (shorter), smoother, and more stable. The cross-section perpendicular to the branch axis is guaranteed to be circular, and the algorithm automatically uses double perimeter walls for the trees where needed (this is configurable).
The Organic supports are easily removable, do not scar the surface, and are fast and cheap to print. Models can now be printed in orientations that were previously unthinkable (mirroring SLA printing capabilities) and supports for even the most complex shapes are typically easy to remove. Organic supports can be manually enforced or blocked using the Paint-on supports tool.
Automatic FDM Support Painter
PrusaSlicer now has an automatic painting tool for defining areas requiring supports, factoring in various aspects like the model’s center of mass, bed movement, potential extruder collision, material, and bridging. It can also automatically detect if a print requires supports and alert the user in the case they are not enabled.
Text embossing tool
The new Text tool lets you insert, manipulate, and edit text as a 3D object. This provides a convenient way to customize models and add elements such as notes, signs, or serial numbers directly in the slicer.
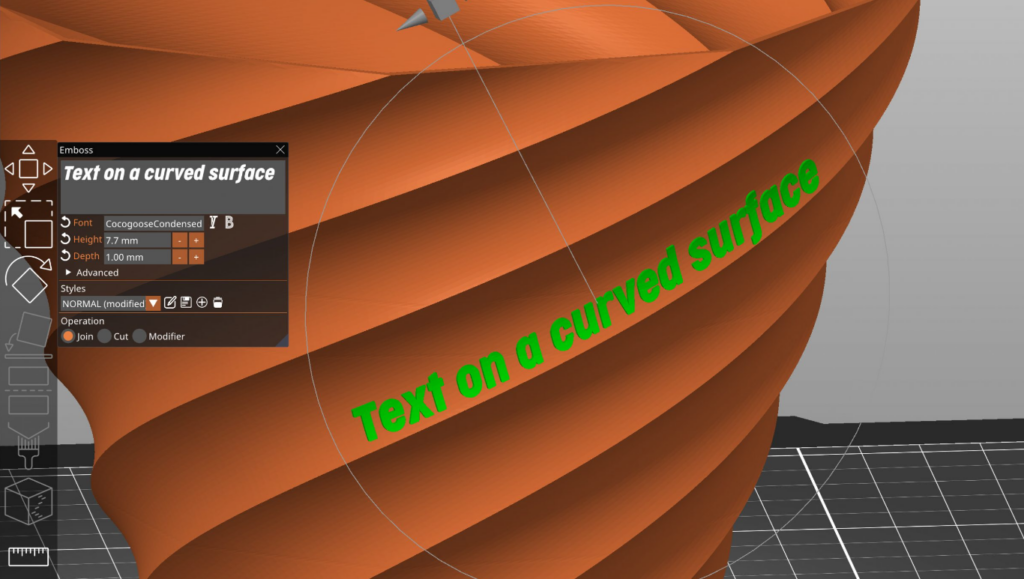
Texts can be embossed, debossed, or even used as a modifier. However, the tool even offers the ability to make the text follow curved surfaces. To change the text position, you can simply drag it on the object’s surface. The text editor automatically imports the font library installed on your device (all TrueType fonts should work).Even after closing the Text tool, the text remains fully editable. The same goes for re-opening 3MF project files. You can also create and save text styles to reuse them in future projects.
Improved Cut tool
The Planar Cut tool has been available in PrusaSlicer for a long time. It is handy for preprocessing huge models that don’t fit the build volume or which are too complicated to print in one piece. With this release, we are extending its functionality.
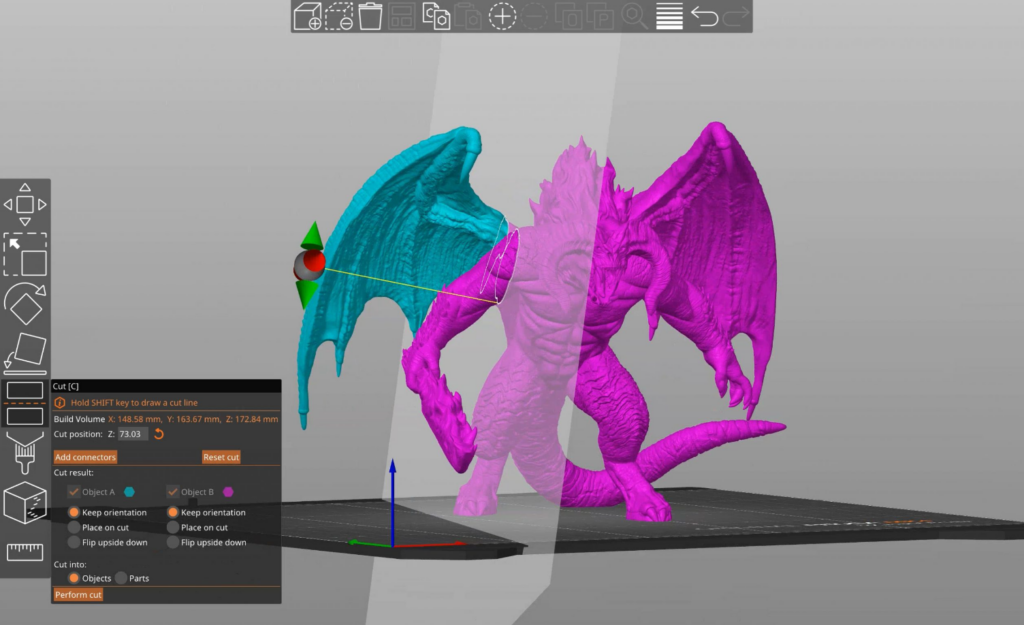
You can newly cut the model at any angle. Defining the precise cutting angle can be done both by a 3D gizmo or by simply drawing a cutting plane by dragging the left mouse button while holding down the Shift key. If the cutting plane intersects the model in several different regions, you can select which parts to cut and which to keep connected by right-clicking on them.
You can select if the cut part should be placed on the bed with the newly created flat surface. You can also choose to keep the alignment of the parts, for example, for printing with a multi-tool printer.
Adding connectors and dowel pins
We understand how important it is to assemble the final parts together with an emphasis on precision and simplicity. That’s why we added an option to define various types of connectors. You can control the depth, size, and tolerances of each connector and the negative hole.
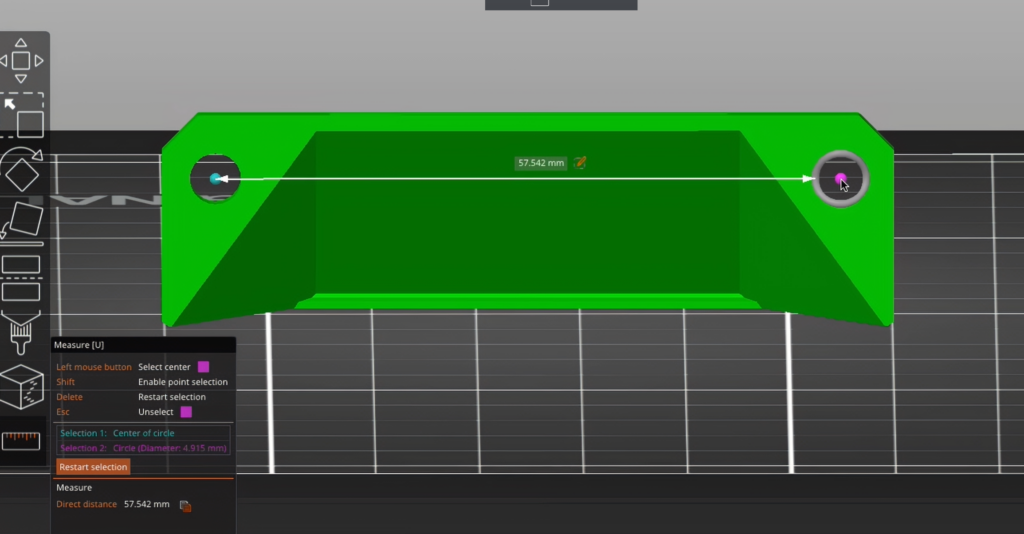
Measurement Tool
PrusaSlicer now includes a measurement tool for gauging distances between vertices, edges, and planes. You can also use it to measure angles, and to scale objects uniformly by editing the measure distance.
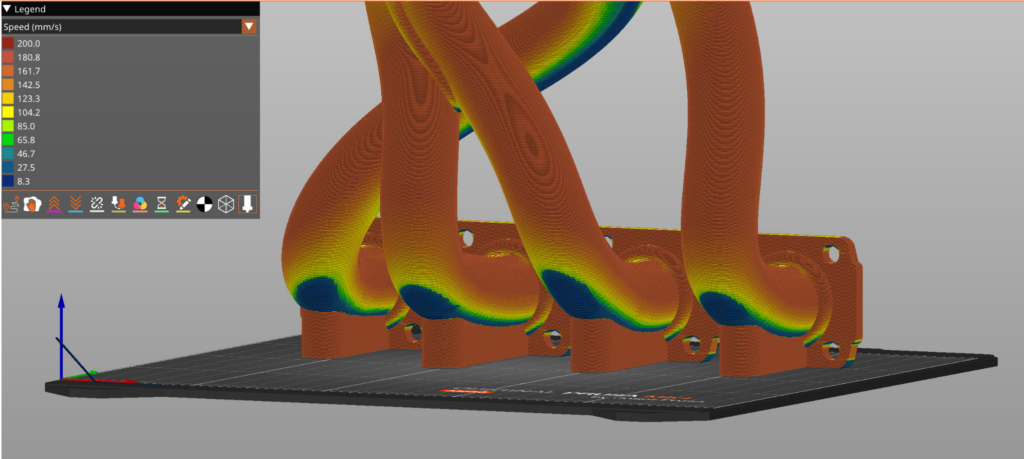
Dynamic overhang speed (and dynamic fan speed on overhangs)
This feature lets you slow down the print speed when printing overhangs, which enables better cooling when it’s needed. The algorithm calculates extrusion overlap with the previous layer and applies speed calculated from the overhang slowdown function. Users can control the shape of the overhang slowdown function via four input points – each point has an extrusion overlap value expressed as a percentage of the full width, and desired speed on such overlap. The speeds in between the control points are calculated via linear interpolation.
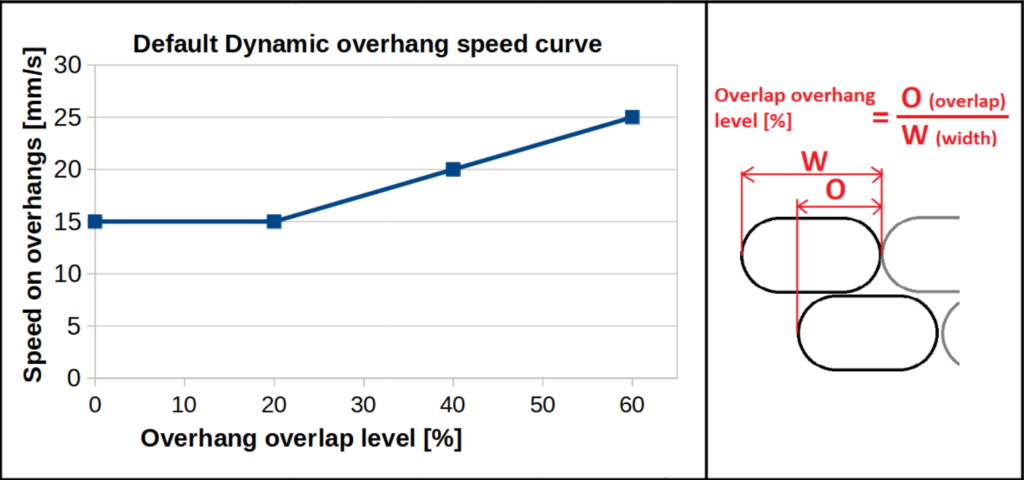
Similarly, users can create custom fan speed curves, so that extreme overhangs get increased cooling. Of course, with some polymers, too much cooling will negatively impact the mechanical properties.
Extending sparse infill
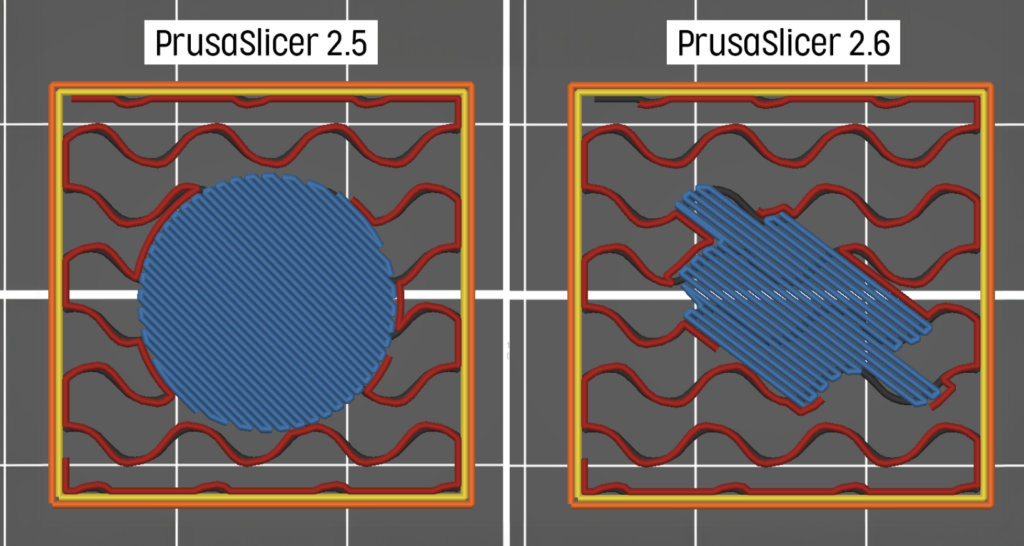
A long-standing issue was connected to bridging solid infill printed over sparse infill. The shape of such infill islands was only determined by what was above, and the infill lines were often inadequately supported as a result, leading to mid-air extrusions and possibly failed prints. PrusaSlicer now extends the lines of the bridge infill so that their ends are supported by the sparse infill on the layer below. The bridge infill is now always using ‘Thick bridges’. The new algorithm works for all infill types. The comparison image below shows exactly the same model (a cube with a counterbored hole in the top face).
Improved Ensure vertical shell thickness
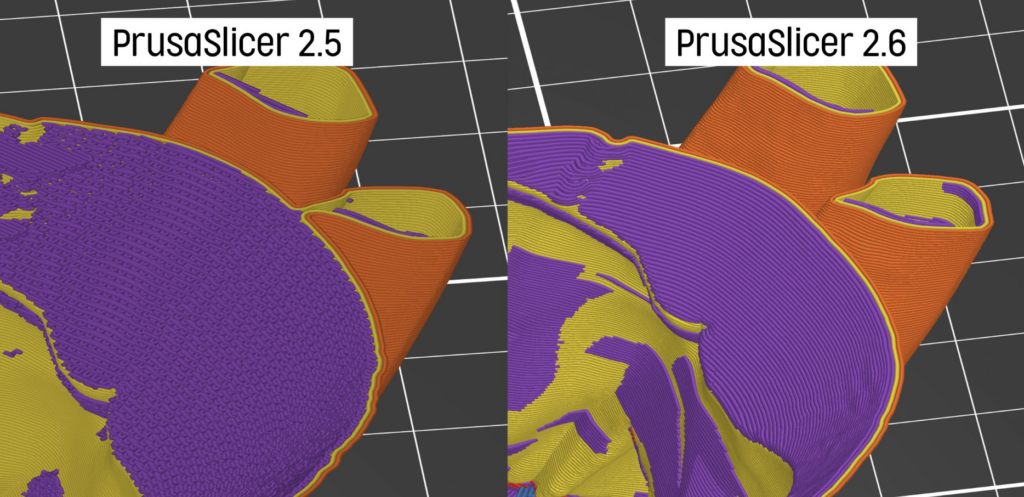
PrusaSlicer 2.6 improves the handling of vertical shell thickness on sloping surfaces. Previous versions used rectilinear infill to address thinning walls and potential holes in steeply sloped areas. The latest version now identifies regions where short rectilinear lines could cause vibrations and surface artifacts, replacing them with a concentric infill. This method often leads to 10-15% shorter print times without compromising quality.
Other new features
- Option to avoid crossing curled overhangs
- Exporting STL objects with boolean operations
- Assigning tool heads to different features
- Idle temperature settings for multi-tool printers
- Wipe tower stabilizing cone
- One-click import from Pritables.com
- Template filament profiles
- New experimental support for SLA
- One-file vendor profile enables adding new printers without a new PrusaSlicer release
- G-Code thumbnails can now be exported in JPG and QOI formats
- SLA hollowing is now up to 10x faster
- SLA time estimate is now more accurate for the Original Prusa SL1S Speed
- New and updated 3rd party printer profiles
- Arrange’ and ‘Fill bed with instances’ functions now take into account skirt and brim
- More intuitive Klipper firmware support
- Opening 3MF files now gives the option to import the geometry only
- New “PrusaConnect” host type with pre-filled URL
- It is newly possible to set acceleration separately for external perimeters, solid infill and top solid infill
- ‘Set Number of Instances’ now works when multiple objects are selected
- Optional scrolling to mouse cursor rather than screen center
VERSION 2.5.0
6. 9. 2022Neuer Perimeter-Generator Arachne
Jahrelang bestand die Strategie von PrusaSlicer bei der Erzeugung von Perimetern darin, die Kontur des Objekts mit einer Extrusionslinie von konstanter Breite zu versetzen. Dies führte in verschiedenen Fällen zu Problemen, insbesondere beim Drucken von dünnen Wänden, Text oder Logos.
Die Entwickler von Cura haben kürzlich eine neue Strategie namens Arachne implementiert, die auf dem Papier [Kuipers et al., 2020] basiert. Der Arachne-Generator erzeugt Umfangsschleifen und Lückenfüllungen mit unterschiedlicher Extrusionsbreite. Einfach ausgedrückt: Er macht die Umfänge automatisch breiter oder dünner, je nach Bedarf. Das ist eine große Veränderung! Früher war es fast unmöglich, eine Wand zu erstellen, die genau auf 2 Umfangslinien passen würde. Und jetzt? Solange die Wandstärke nahe genug an 2 Umfängen liegt, kümmert sich PrusaSlicer um den Rest.
Der neue Ansatz druckt schöner aussehende Objekte mit weniger Artefakten. Die Anzahl der Lückenfüller, also der kleinen Extrusionen, die zum Füllen der Lücken zwischen den Umfangslinien verwendet werden, wurde deutlich reduziert, was auch zu einer Verkürzung der Druckzeit führt.
Lesen Sie mehr in unserem Artikel
Unterstützung des STEP-Dateiformats
Ab dieser Version kann PrusaSlicer STEP-Dateien importieren. STEP ist ein weit verbreitetes Format für den Austausch von 3D-Modellierdaten. Beachten Sie, dass das Modell beim Import tesseliert wird und die Slicing-Algorithmen mit dem resultierenden Dreiecksnetz arbeiten, d.h. das Modell wird nicht analytisch geslict.
Wir verwenden die Open CASCADE Technology (OCCT) Entwicklungsplattform, um die STEP-Dateien zu lesen. Es ist ein CAD-Kernel, der z.B. auch von FreeCAD oder KiCad verwendet wird. Vielen Dank an @Open-Cascade-SAS, dass er als Open-Source zur Verfügung steht. Die Import-Implementierung selbst wurde von BambuStudio portiert, danke @bambulab.
Lightning Infill
Infill erfüllt einen doppelten Zweck – es sorgt für strukturelle Steifigkeit und stützt die Oberseiten. Wenn die strukturelle Steifigkeit nicht benötigt wird, können Sie mit dem neuen Lightning Infill viel Material und Druckzeit einsparen. Das Lightning Infill ist so optimiert, dass es nur die Oberseiten unterstützt. Der Lightning Infill erzeugt eine verzweigte Struktur, die zu den Oberseiten hin immer dichter wird, um diese zuverlässig zu stützen.
Der Lightning-Infill basiert auf dem Papier [Tricard et al., 2019]. Wie den Perimeter-Generator von Arachne haben wir auch das Lightning Infill aus Cura portiert. Vielen Dank noch einmal dafür, dass Cura Open Source bleibt.
Lesen Sie mehr in unserem Artikel
Verbesserte Nahtplatzierung basierend auf der Sichtbarkeit
Ab dieser Version bevorzugt der Algorithmus für die Nahtplatzierung Regionen, die von der Außenseite des Modells überhaupt nicht sichtbar sind oder die aus den meisten Richtungen verdeckt sind. Der neue Sichtbarkeitsalgorithmus wird für Nähte angewandt, die auf Nächste oder Ausgerichtet eingestellt sind.
Wenn aufgemalte Nähte verwendet werden und ‘Ausgerichtet’ eingestellt ist, versucht die sich ergebende Nahtlinie, eine scharfe Ecke im bemalten Bereich zu finden und daran zu rasten, was zu glatteren Linien entlang der scharfen Kante führt. Frühere Versionen haben die scharfe Kante in diesem Szenario nicht erkannt.
Außerdem ist der neue Algorithmus bestrebt, möglichst lange und glatte Nähte auf glatten Oberflächen zu erzeugen, während der alte Algorithmus auf solchen Oberflächen oft unzusammenhängende Zufallsbits produzierte
Druckausgleicher
Ein FDM 3D-Drucker besteht aus einem Bewegungssystem und einem Extrusionssystem. Während das Bewegungssystem gerne sanft beschleunigt und abbremst, um Vibrationen zu reduzieren, liebt es der Extruder, mit einer konstanten Rate zu extrudieren, um eine möglichst gleichmäßige Extrusion zu gewährleisten. Das bedeutet leider, dass die optimalen Bedingungen des Bewegungssystems und des Extruders im Widerspruch zueinander stehen.
Bowden-Extruder reagieren besonders empfindlich auf Druckschwankungen. Aufgrund des Durchhangs im Bowden-Schlauch sind sie nicht in der Lage, schnelle Änderungen der Extrusionsrate zuverlässig zu reproduzieren. Der Pressure Equalizer glättet plötzliche Geschwindigkeitsänderungen zwischen zwei Features (z.B. zwischen dem Druck von Infill und Perimetern) und reduziert Druckartefakte, die durch schnelle Extruderdruckschwankungen verursacht werden.
Bevor Sie von einem schnelleren internen Perimeter zu einem langsameren externen Perimeter wechseln, verlangsamt der Druckausgleich am Ende des internen Perimeters allmählich, um die Extrusionsrate des externen Perimeters zu erreichen. In ähnlicher Weise wird beim Übergang von der äußeren Begrenzung zum Infill der Beginn des Infills auf die Geschwindigkeit der äußeren Begrenzung verlangsamt und allmählich beschleunigt.
Neue Drucker- und Materialprofile
- Creality Ender-3 Neo und Ender-3 S1 Plus Profile hinzugefügt
- Elegoo Bundle hinzugefügt (Neptune Drucker)
- Neue Creality Drucker hinzugefügt (Ender-3 V2 Neo, Ender-3 Max Neo, CR-10 SMART Pro
- Infinity3D Bundle hinzugefügt
Viele Fehlerbehebungen und kleinere Verbesserungen
- G-Code-Miniaturansichten können jetzt in den Formaten JPG und QOI exportiert werden (bisher wurden nur PNG-Miniaturansichten unterstützt).
- Die SLA-Aushöhlung wurde optimiert und ist nun deutlich schneller. Der Unterschied macht sich besonders bei größeren Modellen bemerkbar, bei denen es bis zu 10-mal schneller sein kann als zuvor.
- Die SLA-Zeitschätzung wurde verbessert und ist jetzt für SL1S genauer. Außerdem wurde in den Druckereinstellungen “Kippzeit bei hoher Viskosität” hinzugefügt, so dass die Zeitschätzung für Drucker, die eine separate Kippzeiteinstellung für hochviskose SLA-Materialien unterstützen, korrekt ist.
- OSX-spezifisch: Es ist jetzt möglich, G-Codes mit selbstsignierten Zertifikaten an OctoPrint zu senden.
- Ein Absturz wurde behoben, wenn ein Auswahlrechteck bei geöffnetem Schneide-Assistenten verwendet wurde.
- Windows-spezifisch: Der beim Start angezeigte Dialog mit der Aufforderung, Systeminformationen zu senden, erscheint nicht mehr, wenn keine Internetverbindung verfügbar ist.
- Beseitigt einen Absturz bei der Verwendung der automatischen Drehung bei einigen bestimmten Modellen.
- Bei der Verwendung von Anordnen im sequenziellen Druckmodus wurde der gewünschte Extruderabstand manchmal knapp verletzt.
- Flimmern der farbigen Rechtecke in der Legende im eigenständigen G-Code Viewer behoben.
- Bei der Verwendung von Wischturm ohne dünne Schichten konnte die erste Schicht zu dünn werden und den Druck ruinieren.
- OSX-spezifisch: Die Tastenkombination Cmd+M sollte die Anwendung jetzt wie erwartet minimieren, das Wiederherstellen der Anwendung über die Funktion “Alle Fenster anzeigen” funktioniert.
- Wenn Sie im Abschnitt Abhängigkeiten eines Profils auf die Schaltfläche “Von der Systemvorgabe lösen” klicken, verschwindet die Schaltfläche nicht. Außerdem führte das Trennen eines Druckerprofils von einem Systemprofil dazu, dass das benutzerdefinierte Bettmodell sowohl für das übergeordnete als auch für das untergeordnete Profil nicht mehr angezeigt wurde. Beide Probleme sind jetzt behoben.
- Ein sehr seltenes Problem wurde behoben, das dazu führte, dass ein G-Code mit Kommas anstelle von Dezimalpunkten generiert wurde (verursacht durch falsch eingestellte Gebietsschemata in einem der Threads).
- Windows-spezifisch: Verbesserte Erkennung einer beschädigten Konfigurationsdatei PrusaSlicer.ini. Sehr selten ist PrusaSlicer.ini aus unbekannten Gründen teilweise oder vollständig mit binären Nullen gefüllt, höchstwahrscheinlich aufgrund eines Stromausfalls oder eines Fehlers im Festplattentreiber.
- OSX spezifisch: Wenn Sie versuchten, eine G-Code Datei per Drag & Drop oder mit der Option “Öffnen mit” zu öffnen, meldete der G-Code Viewer die Dateierweiterung als unbekannt, wenn PrusaSlicer nicht bereits lief.
- Die Schätzung der Filament-Verwendung war bei der Verwendung von MMU falsch. Die Lade- und Entladevorgänge wurden nicht korrekt berücksichtigt, was zu einer viel höheren Schätzung als in Wirklichkeit führte. Nur das Feld ‘Sliced Info’ war betroffen, die Statistiken am Ende des G-Codes waren korrekt.
- Ein Absturz beim Skalieren der Fenster oder beim Ändern des Farbmodus (Windows, OSX) wurde behoben. Dies sollte einige unbeabsichtigte Abstürze beheben, die beim Verschieben des PrusaSlicer-Fensters zwischen zwei Monitoren usw. auftraten.
- Eine versehentliche Abwahl nach dem Ändern und Bestätigen von objektspezifischen Einstellungen wurde behoben.
- Beim Ändern von objektspezifischen Einstellungen wurden fälschlicherweise zwei Undo/Redo-Snapshots eingefügt.
- Einige Konfigurationsoptionen wurden in Profilen, die vom —Standard— Profil geerbt wurden, immer als geändert angezeigt.
- Ein Absturz wurde behoben, wenn Sie Strg+A drückten, während Sie ein Malwerkzeug verwendeten oder SLA-Stützpunkte oder Drainagelöcher bearbeiteten.
- Linux-spezifisch: Ein Absturz beim Bestätigen eines Wertes im Höhenbereich-Modifikator wurde behoben.
VERSION 2.4.2
27. 4. 2022Behobene Fehler
- Der SLA-Modus behandelte 3MFs von Drittanbietersoftware falsch, was in einigen Fällen zu falsch platzierten SLA-Stützpunkten und Löchern führte.
- Die Vorschau im Vasenmodus wurde nicht angezeigt, wenn der benutzerdefinierte Start-G-Code keine Bewegungen in Z enthielt.
- Wenn Sie eine 3MF eines Drittanbieters per Drag & Drop laden, fragt PrusaSlicer nicht mehr, ob ein Projekt geladen werden soll. PrusaSlicer fragt nicht mehr, ob die 3MF als Projekt geladen werden soll (was keinen Sinn macht, da sie keine Konfiguration enthält) und lädt nur die Geometrie.
- Die Verwendung des Schicht-Höhenmodifikators mit dem Wischturm war bei mehreren Objekten unmöglich. Der Wischturm meldete, dass das Höhenprofil der Schicht unterschiedlich ist, obwohl es bei allen Objekten gleich eingestellt war.
- Ein Absturz bei “Konvertieren von/zu Einheiten” wurde behoben, wenn mehrere Objekte ausgewählt waren.
- Der automatische Farbwechsel für das Logo brachte PrusaSlicer in bestimmten Fällen zum Absturz (wenn ein einlagiges Objekt vorhanden war).
- MacOS-spezifisch: Es ist jetzt möglich, PrusaSlicer wiederherzustellen, indem Sie auf das Dock-Symbol klicken, nachdem Sie es minimiert haben. Ein Teil des Problems wurde bereits in 2.4.1 behoben, diese Version sollte es für alle macOS-Versionen, sowohl Intel als auch ARM, endgültig beheben.
- Linux-spezifisch: In einigen Fällen wurde ein Absturz beim Öffnen von Projekten behoben
Lokalisierung
- Kleine Fehler in der deutschen Übersetzung behoben.
- Vereinfachte chinesische Lokalisierung aktualisiert.
- Brasilianisches Portugiesisch-Wörterbuch aktualisiert.
Profile
- Snapmaker-Paket hinzugefügt (Snapmaker A250, Snapmaker A350).
- Zusätzliche Profile für Zonestar Drucker (Z5, Z6, Z5X, Z8, Z9
VERSION 2.4.1
24. 3. 2022G-Code Ersetzungen
PrusaSlicer unterstützt seit langem die Verarbeitung des generierten G-Codes mit einem externen Postprozessor. Das Starten eines externen Postprozessors ist vielseitig, allerdings ist die Einrichtung komplex, die Postprozessorskripte müssen mit dem Projekt verteilt werden und der Interpreter, der das Postprozessorskript ausführt (z. B. Python), muss verfügbar sein. Wir haben viele reale Anwendungsfälle für die Nachbearbeitungsskripte gesammelt und sind zu dem Schluss gekommen, dass viele von ihnen durch ein einfaches “Suchen und Ersetzen”-Tool mit regulären Ausdrücken und Ersetzungen abgedeckt werden können.
Um allen, die nur eine einfache Nachbearbeitung benötigen, das Leben leichter zu machen, haben wir jetzt ein solches Werkzeug direkt in PrusaSlicer integriert. Es ist über Druckeinstellungen -> Ausgabeoptionen zugänglich und ermöglicht das Hinzufügen einer Reihe von Such- und Ersetzungspaaren mit optionalem Regex-Matching, Groß- und Kleinschreibung und Ganzwort-Matching, ähnlich dem, was gängige Texteditoren bieten. Der G-Code wird verarbeitet, bevor er in der Vorschau angezeigt wird, so dass Ihre Änderungen in der G-Code-Vorschau sichtbar sind.
Andere Verbesserungen
- Die Platzierung der Nähte wurde verbessert.
- Im Modus Spiralvase ordnete der G-Code-Betrachter jedem G-Code-Segment einer Spirale eine Ebene zu, was zu einer übermäßigen Anzahl von Ebenen führte und die Überprüfung des G-Codes erschwerte. Der G-Code Betrachter weist nun einer einzelnen Spiralwindung eine Ebene zu.
- Eine neue Option “Nach ungespeicherten Änderungen im Projekt fragen” wurde in den Einstellungen hinzugefügt, um zu steuern, ob der Benutzer beim Schließen einer Anwendung oder beim Laden eines anderen Projekts aufgefordert werden soll, das Projekt zu speichern.
- Neue Platzhalter für den Namen der Ausgabedatei.
- Neue Option “Fensterposition beim Start wiederherstellen” wurde zu den Einstellungen hinzugefügt.
- Zusätzliche katalanische und ungarische Lokalisierung.
Behobene Fehler
- Windows spezifisch: Absturz auf einigen Rechnern beim Start der Anwendung behoben.
- Windows spezifisch: Der dunkle Modus ist jetzt für alle neuen Windows-Builds aktiviert.
- Die Funktion ‘Auf Fläche legen’ ist bei komplexen Modellen viel schneller.
- Wenn ‘Von Festplatte neu laden’ versucht, eine ungültige Datei zu laden, wird nun eine Fehlermeldung angezeigt, während der Fehler zuvor stillschweigend ignoriert wurde.
- Fehler beim Slicen behoben, wenn ein negatives Volumen auf bemalten Flächen eines Multi-Material-Modells verwendet wurde.
- Entfernt wurde der leere
G1-Befehl, der vor dem Drucken von Überbrückungsperimetern erschien. - Einige Probleme mit der Textkodierung im Dialogfeld ‘Druck-Host-Warteschlange’ wurden behoben.
- Absturz bei der Bearbeitung von Miniaturansichten in den Druckereinstellungen behoben.
- Ein Umbruch von Text in modalen Dialogen wurde behoben, da manchmal unnötige Zeilenumbrüche vorhanden waren.
- Im Dialog ‘Voreinstellungen vergleichen’ fehlte ein Infotext über abgeschnittene Werte
- Beseitigt wurde ein Problem mit einer Lücke im Rand, wenn der innere Rand verwendet wurde
Wenn der äußere Rand eines Objekts sehr breit war, konnte er in ein Loch in einem anderen Objekt überlaufen - Speichern einer Vorgabe nach einer Änderung markierte das aktuell geöffnete Projekt fälschlicherweise als gespeichert
- Einige Einstellungen zeigten verwirrende unbestimmte Beschriftungen, wenn sie pro Objekt im Bedienfeld Objektmanipulation geändert wurden
- Verbesserte Robustheit des Malens mit mehreren Materialien, das manchmal Lücken im gemalten Bereich erzeugte oder nicht tief genug in das ursprüngliche Volumen eindrang
- Linux-spezifisch: Die Steuerelemente für Druckeinstellungen und Filament-/Materialeinstellungen wurden nach einer bestimmten Sequenz des Ladens von Projekten und dem Wechsel zwischen FDM- und SLA-Modus deaktiviert.
- Fehlerhafte Anzeige der Schnittkontur im Schneidewerkzeug behoben, wenn im SLA-Modus geschnitten wurde und das Objekt aufgrund von Stützen erhöht war
- G-Code-Ersetzungen wurden fälschlicherweise auf anfängliche und abschließende interne M73-Platzhalter angewendet, wodurch die M73-Befehle unerwartet verfälscht wurden
- G-Code-Ersetzungen wurden fälschlicherweise auf den auskommentierten Konfigurationsblock am Ende des G-Codes angewendet
- Windows-spezifisch: Beim Laden einer 3MF durch Doppelklick auf die Datei wurde der Projektname manchmal (abhängig von der aktuellen lokalen Codepage) verfälscht, wenn der Dateiname Nicht-ASCII-Zeichen enthielt. Dies konnte auch zu gelegentlichen Abstürzen führen, wenn die Datei an den Druckhost gesendet wurde
Version 2.4.0
27. 1. 2022Zusammenfassung
- Multi-Material-Bemalung
- Verbesserte Stützen und Überbrückungen
- Formengalerie
- Fuzzy Oberfläche
- Dunkelmodus für Fenster
- Rand für einzelne Objekte
- Negative Volumina
- Automatischer Farbwechsel für Logos und Schilder
- Benachrichtigungen zum Tipp des Tages
- Modellvereinfachung
- Unterstützung für 3DLabPrint Flugzeugmodelle
- Neue Druckerprofile von Drittanbietern
Multi-Material-Bemalung
Um das Einfärben von Modellen für den MMU-Druck schnell und einfach zu machen, haben wir die Werkzeuge Intelligentes Füllen und Eimer füllen implementiert. Wenn Sie das Werkzeug Intelligentes Füllen auswählen und mit der Maus über das Modell fahren, erhalten Sie eine Echtzeit-Vorschau des automatisch erkannten Bereichs, der bemalt werden soll. Die Farbe füllt einen Bereich unterhalb des Mauszeigers bis zu einer scharfen Kante, wobei der Schwellenwinkel einstellbar ist. Sie können auch schnell zusammenhängende Farbfelder mit dem Füllwerkzeug Eimer austauschen. Natürlich können Sie auch heranzoomen und mit dem Pinselwerkzeug manuell malen. Es teilt große Dreiecke automatisch in kleinere Dreiecke auf. Beim slicen werden die bemalten Bereiche geschickt nach innen erweitert, so dass die verschiedenen Farben/Polymere die besten Chancen haben, sich zu verbinden.
Verbessertes FDM Unterstützung
Wir führen einen neuen Typ von “Nahtlos” Stützen ein. Diese Stützen behalten die Form des Überhangs bei, so dass sie nicht an den Wänden auslaufen. Der Kompromiss ist die Möglichkeit einer geringeren Stabilität bei hohen und dünnen Stützpfeilern. Wir belassen die Gitterstützen vorerst als Standard.
Sie können jetzt den Kontaktabstand der Stützen an der Ober- und Unterseite unabhängig voneinander einstellen. Wenn Sie “Stützen nur auf dem Druckbett” aktivieren, werden die Stützsäulen so getrimmt, dass sie nicht auf der Oberseite des Objekts landen. Die Ausdehnung der ersten Schicht ist jetzt konfigurierbar (sehr häufiger Wunsch). Gedruckte Objekte, die auf einem Raft liegen, sehen jetzt besser aus. Wenn Sie Stützverstärker verwenden (bemalte oder modifizierte Formen), übernehmen diese die Option “Stützen nur auf dem Druckbett” und die Option “Brücken nicht stützen”. Sie können Überhänge beim Bemalen von Stützen hervorheben. Mit einem neuen Kontrollkästchen können Sie die Pinselstriche nur auf die markierten überhängenden Dreiecke beschränken. Und schließlich steht Ihnen beim Bemalen von Stützen auch das Werkzeug “Intelligentes Füllen” zur Verfügung.
Neuer Überbrückungsmodus
Das neue Standardverhalten verwendet Ihre aktuelle Schichthöhe für die Überbrückung, was die Überbrückung für kürzere Entfernungen zuverlässig macht, aber deutlich besser aussieht. Dies ist die Strategie, die die meisten modernen Slicer verwenden. Sie können auf das alte Verhalten umschalten, indem Sie die Option “Dicke Brücken” aktivieren. Da die erste solide Schicht über den Stützen die Einstellungen für die Überbrückung verwendet, hat diese Änderung auch einen großen Einfluss darauf, wie gestützte Überhänge aussehen.
Formen-Galerie
Die neue integrierte Formengalerie bietet einen schnellen und einfachen Zugriff auf Ihre am häufigsten verwendeten Modelle, ob Sie sie nun als Modifikatoren verwenden oder auf dem Druckbett platzieren und drucken wollen. Zu den Standardformen gehören grundlegende Primitive (Würfel, Zylinder, Kugel…) sowie andere nützliche Objekte wie eine Hilfsscheibe oder ein Recyclingsymbol.Sie können die Bibliothek mit Ihren eigenen Modellen erweitern. Wenn Sie ein Modell hinzufügen, erhält es eine automatisch generierte Miniaturansicht. Sie können die generierte PNG-Miniaturansicht jedoch durch Ihr eigenes Bild ersetzen.
Fuzzy Skin
Mit der Fuzzy Oberfläche können Sie eine raue, faserähnliche Textur an den Seiten Ihrer Modelle erzeugen, indem Sie die Umrandungspunkte zufällig versetzen. Das Ergebnis ist überraschend schön und eignet sich für Werkzeuggriffe oder einfach, um der gedruckten Oberfläche ein neues, interessantes Aussehen zu verleihen. Oder um Ungenauigkeiten beim Drucken zu verbergen. Sie können auch Modifikatoren verwenden, um Fuzzy Skin nur auf einen Teil Ihres Modells anzuwenden.
2-4× schnellere G-code Generierung
Wir haben den G-Code-Export parallelisiert und optimiert. Dies führt zu einer erheblichen Verbesserung der Leistung. Die gesamte Slicing-Zeit ist jetzt 2× bis 4× schneller, wobei auf High-End-CPUs mit vielen Kernen und Threads eine höhere Geschwindigkeit erreicht wird.
Windows Dunkel-Modus
PrusaSlicer unterstützte bereits den dunklen Modus unter OSX und Linux. Aufgrund der großen Nachfrage haben wir den dunklen Modus auch für Windows implementiert.
Rand für einzelne Objekte, innerer Rand
Randeinstellungen sind jetzt objektspezifisch. Das bedeutet, dass Sie den Rand nur für einige der Objekte aktivieren können, unterschiedliche Randbreiten für einzelne Objekte verwenden können usw. Diese scheinbar kleine Änderung erforderte eine überraschend bedeutende Änderung des Codes von PrusaSlicer. Sie können jetzt auch wählen, ob Sie einen äußeren Rand, einen inneren Rand oder beides erzeugen möchten.
Negative Volumina
Mit dem negativen Volumen können Sie ein Netz von einem anderen subtrahieren. Ähnlich, wie boolesche Operatoren in anderen 3D-Programmen funktionieren. Auf diese Weise können Sie z.B. leicht größenveränderbare Löcher direkt in PrusaSlicer erstellen. Oder Sie können eines der Objekte aus der neuen Formengalerie als negatives Volumen laden.
Automatischer Farbwechsel für Logos und Schilder
Wenn PrusaSlicer feststellt, dass das Modell wie ein Logo oder ein Schild aussieht, wird Ihnen eine Benachrichtigung anbieten, automatisch Farbänderungen in den richtigen Höhen hinzuzufügen. Diese Funktion wurde von Richard Horne vorgeschlagen, vielen Dank für die Anregung! Sie spart Ihnen Zeit und erspart Ihnen das Rätselraten beim Einfügen der Farbänderungen in der richtigen Höhe.
Tipp des Tages-Benachrichtigungen
Wir präsentieren “Wussten Sie schon”-Hinweise in einer Meldung, oft mit einem Hyperlink, um ein Element der Benutzeroberfläche (Schaltfläche in der Symbolleiste, Konfigurationsparameter) hervorzuheben oder um die Dokumentation in einem Webbrowser zu öffnen. Jedes Mal, wenn Sie PrusaSlicer starten, wird eine Meldung mit einem Hinweis angezeigt. Sie können sie in den Einstellungen deaktivieren.
Modellvereinfachung
Sie können jetzt die Anzahl der Dreiecke in einem Netz mithilfe der Funktion Netz vereinfachen reduzieren. Klicken Sie mit der rechten Maustaste auf das Modell und wählen Sie Modell vereinfachen aus dem Kontextmenü. Sie können die Vereinfachung entweder nach Detailstufe oder nach dem Verhältnis der zu entfernenden Dreiecke begrenzen. Diese Funktion kann auch verwendet werden, um den “Low-Poly-Effekt” direkt in PrusaSlicer zu erstellen.
Unterstützung für 3DLabPrint-Flugzeugmodelle
Um das Slicen der 3DLabPrint-Modelle zu ermöglichen, implementiert PrusaSlicer eine neue “Slice Modus” Option, mit der Sie zwischen der Füllregel “Positiv” (Standard) und “Gerade / Ungerade” wechseln können. Verwenden Sie die Option “Gerade / Ungerade”, um 3DLabPrint-Flugzeuge korrekt zu slicen. Eine weitere neue “Slice Modus” Option ” Löcher schließen” sorgt dafür, dass PrusaSlicer alle internen Strukturen auffüllt.
Upload Fortschritt
Wenn Sie den G-Code über das Netzwerk hochladen, wird ein neuer Fortschrittsbalken als spezielle Meldung angezeigt. Und das bestehende Dialogfeld “Druckhost-Warteschlange” unterstützt jetzt die Sortierung nach Spalten und es wurde eine Spalte für die Dateigröße hinzugefügt.
Sequentielle Druck-Kollisionszonen Visualisierung
Die Freiräume werden jetzt beim Bewegen von Objekten und im Falle einer Kollision in der Szene visualisiert. Das macht es sehr einfach, mögliche Kollisionen zu erkennen.
SLA Auto Orientierung
Neu lassen wir den Benutzer zwischen 3 verschiedenen Algorithmen für die automatische Ausrichtung wählen:
- Beste Oberflächenqualität
- Reduzierte Überhangschrägen (minimale Stützen)
- Niedrigste Z-Höhe ( kürzeste Druckzeit)
Profile vergleichen
Sie können jetzt ganz einfach die Unterschiede zwischen 2 Profilen mit einer speziellen Ansicht vergleichen. Aktivieren Sie sie, indem Sie Fenster – Voreinstellungen vergleichen wählen.
G-Code Textbetrachter auf der Seite
Wenn Sie den horizontalen Schieberegler im Vorschaubildschirm ziehen, können Sie die Reihenfolge der Züge in der aktuellen Schicht überprüfen. Neuerdings zeigen wir auch den generierten G-Code auf der linken Seite des Bildschirms an, einschließlich der Zeilennummer. Dies kann für eine erweiterte G-Code-Analyse verwendet werden.
System Info senden
Um unsere zukünftigen Bemühungen zu fokussieren, haben wir beschlossen, optional einige allgemeine Informationen über die Systeme zu sammeln, auf denen PrusaSlicer üblicherweise ausgeführt wird. Solche Systeminformationen helfen uns, die Unterstützung veralteter Plattformen einzustellen, um uns auf aktuelle Hardware und Betriebssysteme zu konzentrieren, die Wartungskosten zu senken, die Leistung von PrusaSlicer zu verbessern und neue Funktionen einzuführen. Die erfassten Daten zur Systemkonfiguration sind streng anonym und Sie können den vollständigen Inhalt im Dialog “Systeminfo senden” einsehen. Diese Aufforderung wird nur einmal angezeigt. Wir möchten uns im Voraus bei allen bedanken, die sich dazu entschließen, ihre Systemkonfiguration mit uns zu teilen.
Verschieben des Objekts unter das Druckbett
Auf vielfachen Wunsch erlauben wir jetzt, ein Objekt unter das Druckbett zu verschieben, um nur den Teil des Objekts zu drucken, der sich oberhalb des Druckbetts befindet. Dies war bereits mit dem Werkzeug “Schneiden” möglich. Aber die neue Methode ist viel einfacher zu benutzen und sehr praktisch, z.B. wenn Sie nur den Boden eines unebenen Objekts abflachen müssen, damit es ohne Raft druckbar ist. Es gibt auch eine neue Schaltfläche “Auf Bett ablegen” im Objektmanipulationsfenster, mit der Sie das Objekt zurück auf das Druckbett bewegen können. Der Schnittpunkt des Modells mit dem Bett wird mit einem weißen Umriss visualisiert. Das Verschieben von Objekten unterhalb des Druckbetts ist im SLA-Modus vorerst nicht möglich. Das würde die Platzierung der SLA-Stützen unübersichtlich machen.
VERSION 2.3.3
21. 7. 2021- Patch-Release – Behebung des Fehlers bei der Handhabung von FDM-Multimaterial-Projekt- und Konfigurationsdateien
2.3.2
8. 7. 2021Zusammenfassung
- Unterstützung des Original Prusa SL1S SPEED
- Firmware-Updater für die Original Prusa CW1S
- Unterstützung des neuen PrusaLink-Host-Typs
- Verbesserungen des Installationsassistenten
- Glattere Oberfläche mit Monotonic-Infill
- Unterstützung für Vorwärtskompatibilität von Konfigurationen
- Fehlerbehebung
Unterstützung des Original Prusa SL1S SPEED
Unterstützung für Prusa SL1S Drucker. Dateien, die auf Prusa SL1 bzw. SL1S Druckern gedruckt werden sollen, werden mit einer “.sl1” bzw. “.sl1s” Erweiterung exportiert. Der Firmware-Updater unterstützt jetzt die CW1S.
Prusalink-Host-Typ
Unterstützung für den neuen PrusaLink Host-Typ. PrusaLink ist ein neuer Name für die Netzwerkschnittstelle unserer Drucker (SL1/SL1S, MK3 mit einem PrusaLink Raspberry PI Zero Image) – Sie kennen es vielleicht auch als Prusa Connect Local. Wir arbeiten auch an PrusaLink für Prusa Mini. Der Host-Typ des SL1 in PrusaSlicer wurde der Übersichtlichkeit halber in PrusaLink umbenannt.
Glattere Oberfläche mit monotoner Füllung
In PrusaSlicer 2.3.0 haben wir die monotone Füllung für obere/untere Flächen eingeführt. Wir haben das Feedback erhalten, dass die oberen Flächen nicht immer glatt waren, weil die monotone Füllung nur auf die oberste Füllung angewendet wurde, aber nicht auf die darunter liegenden Massiven Infills. In PrusaSlicer 2.3.2 werden, wenn die obere Füllung monoton ist, alle inneren Füllungen nun ebenfalls monoton.
Verbesserungen im Installationsassistenten
Wenn Sie den Installationsassistenten öffnen, um einen neuen Drucker oder ein neues Filament / SLA-Material zu installieren, bietet PrusaSlicer neu an, zuerst Konfigurationsupdates zu installieren, bevor Sie den Assistenten öffnen, da dem Benutzer sonst möglicherweise nicht alle verfügbaren Drucker, Filamente oder SLA-Materialien angezeigt werden.
Unterstützung für Vorwärtskompatibilität von Konfigurationen
Unterstützung für Vorwärtskompatibilität von Konfigurationen. Stellen Sie sich vor, ein neuer Infill-Typ wird in einer zukünftigen PrusaSlicer-Version hinzugefügt. Wenn eine 3MF mit dem neuen Infill-Typ erstellt wurde, würde PrusaSlicer 2.3.1 das Laden der 3MF verweigern, während PrusaSlicer 2.3.2 den unbekannten Infill-Typ durch seinen Standardwert ersetzt und dem Benutzer die Ersetzung präsentiert. Die “Vorwärtskompatibilität” unterstützt nicht nur das Hinzufügen neuer Aufzählungswerte (z. B. Füllungstypen oder Firmware-Flavors) zu bestehenden Konfigurationsschlüsseln, sondern auch das Umwandeln von Booleschen Werten (ein/aus) in Aufzählungswerte (z. B. wird “Windschutz” in PrusaSlicer 2.4.0 von “aktiviert/deaktiviert” in “aktiviert/deaktiviert/begrenzt” geändert.
Fehlerbehebungen und andere Verbesserungen
- Behobener Import von einigen mit OpenSCAD generierten STLs
- Performance-Problem bei der Berechnung der Überbrückung behoben
- Behobene Blobs beim Druck nach der Rückkehr vom M600 G-Code nach dem manuellen Farbwechsel
- TriLab AzteQ Industrial-Drucker wurde hinzugefügt
- Verschiedene Verbesserungen von Anycubic-, Artillery- und Creality-Profilen
- Aktualisierte russische und ukrainische Übersetzungen
VERSION 2.3.1
21. 4. 2021Zusammenfassung
- Universelle OSX-Builds, Apple Silicon-Unterstützung
- Chrome OS-Unterstützung
- Neue Druckerprofile von Drittanbietern
- Schwachstellen behoben
- Fehler in Bezug auf PrusaSlicer 2.3.0 behoben
Universelle OSX-Builds, Apple Silicon-Unterstützung
Beginnend mit dieser Version unterstützt PrusaSlicer die neuen Apple Silicon MacBooks und MacMinis nativ und läuft etwa 30% schneller als emulierte x86-64. Die neuen Universal-Builds enthalten Binärdateien sowohl für x86-64 als auch für ARM-Plattformen, daher ist das verteilte Paket etwas größer als der vorherige PrusaSlicer.
Chrome OS-Unterstützung
Chromebooks werden aufgrund ihres günstigen Preises, ihrer guten Bedienbarkeit und Stabilität immer beliebter. Das macht die Chromebooks zur Nummer 1 bei den US-Bildungseinrichtungen. Glücklicherweise bietet Google jetzt ein containerisiertes Linux auf modernen Chromebooks von Haus aus an und PrusaSlicer läuft in der virtualisierten Linux-Umgebung wunderbar.
Einigen Anwendern ist es bereits gelungen, PrusaSlicer unter Chrome OS zu betreiben, siehe diesen Beitrag.
Wir haben die Installation von PrusaSlicer auf Chrome OS in unserer Installationsanleitung beschrieben.
Neue Druckerprofile von Drittanbietern
- Mehrere Creality-Druckerprofile wurden hinzugefügt (Ender-3 Max, Ender-4, Ender-6, CR-5 Pro, CR-5 Pro H, CR-6 SE, CR-6 Max, CR-10 Max, CR-200B, CR-8), Dank an @pmjdebruijn.
- Artillerie-Druckerprofile hinzugefügt (Sidewinder X1, Genius), Dank an @SzabolcsHornyak.
- INAT-Druckerprofile hinzugefügt, Dank an @MarkINAT.
- Aktualisierte Anycubic Kossel Bett Textur (Dank an @brunosso) und Anycubic Kossel Bett STL.
Schwachstellen behoben
Die Talos Cisco Intelligence Group hat eine großartige Arbeit geleistet, um potentielle Sicherheitsprobleme beim Laden von ungültigen und potentiell bösartigen AMF- und 3MF-Dateien zu identifizieren, siehe ihre Schwachstellenberichte TALOS-2020-1222 und TALOS-2020-1218. Wir haben diese beiden potenziellen Sicherheitsprobleme mit dieser Version von PrusaSlicer behoben.
Fehler in Bezug auf PrusaSlicer 2.3.0 behoben
- Die OpenGL-Änderungen, die im Abschnitt “Universelle OSX-Builds” erwähnt wurden, haben auch einige OpenGL-bezogene Probleme unter Linux behoben #5889 #6304.
- Verringerte Anzahl von Treffern, die im Dialog “Finde Konfigurationsoption” angezeigt werden, korrigierte Groß-/Kleinschreibung-unabhängige Suche für Nicht-Latin1-Sprachen #5202.
- Korrigierte G-Code-Vorschau mit Einfärbung durch ein Werkzeug und Visualisierung von Verfahrwegen aktiviert #6095.
- Korrigiertes Öffnen von Dropdown-Menüs am unteren Bildschirmrand bei Multi-Monitor-Setups #2999 #5911 #5957. Dieses Problem wurde von uns in wxWidgets behoben und vom Upstream akzeptiert.
VERSION 2.3.0
11. 1. 2021Zusammenfassung
- Aufmal-Stützen (weitere Informationen in unserer Wissensdatenbank)
- Bügeln (weitere Informationen in unserer Wissensdatenbank)
- Monotonisches Infills (weitere Informationen in unserer Wissensdatenbank)
- Aufmal-Nähte (weitere Informationen in unserer Wissensdatenbank)
- Adaptives kubisches Infill (weitere Informationen in unserer Wissensdatenbank)
- Druckzeit pro Merkmalsanalyse
- Standalone G-Code Viewer Anwendung (weitere Informationen in unserer Wissensdatenbank)
- Dialog für Übertragungseinstellungen / ungespeicherte Änderungen
- Bessere automatische Anordnung mit anpassbarem Abstand (weitere Informationen in unserer Wissensdatenbank)
- Funktion zum Füllen des Bettes mit Kopien (weitere Informationen in unserer Wissensdatenbank)
- Suchfunktion für Einstellungen (weitere Informationen in unserer Wissensdatenbank)
- Überarbeitetes “Kreuzen der Kontur vermeiden” (weitere Informationen in unserer Wissensdatenbank)
- Physikalische Drucker (Netzwerkeinstellungen) (weitere Informationen in unserer Wissensdatenbank)
- Viele neue Druckerprofile von Drittanbietern
- Importieren von Modellen und deren Profilen aus einer .SL1-Archivdatei
- SLA-Mini-Stützen
- Verbesserte SLA-Unterstützung für Überhänge, die durch Aushöhlung entstehen
- Verbesserte SLA-Aushöhlungen für sich selbst schneidende Netze
- Optionales nicht-modales Einstellungsfenster
- Zusammenklappbare Seitenleiste
- Neues Benachrichtigungssystem (ersetzt einige Popup-Fenster)
- Kopieren und Einfügen für Modifikatoren und benutzerdefinierte Einstellungen in der Objektliste
- Anpassbare Infill-Verankerung
- PrusaSlicer startet jetzt deutlich schneller
Aufmal-Stützen
Mit dem neuen Werkzeug Aufmal-Stützen können Sie direkt auf das Objekt malen und Bereiche auswählen, in denen Stützen verstärkt oder gesperrt werden sollen. Sie können Auskragungen visualisieren und das Modell automatisch auf Basis eines eingestellten Auskragungswinkels bemalen. Aufgemalte Stützen werden auch in der 3MF-Projektdatei gespeichert.
Bügeln
Mit dem Bügeln können Sie flache Oberseiten glätten, indem Sie eine spezielle zweite Infill-Phase in der gleichen Schicht durchführen. Wenn die heiße Düse über die gerade gedruckte obere Schicht fährt, glättet sie den Kunststoff, der sich möglicherweise gewellt hat. Die Düse extrudiert auch eine kleine Menge Filament, um eventuelle Löcher in der oberen Oberfläche zu füllen.
Monotonisches Infill
Ein neues Standard-Infill-Muster für die obere und untere Ebene. Die Infill-Linien werden immer in dieselbe Richtung extrudiert, monoton von links nach rechts. Dies führt zu einer homogenen Textur ohne Grate.
Adaptives kubisches Infills
Adaptives kubisches Infill wird automatisch mehr oder weniger dicht, je nach Abstand zur nächsten Wand. Dies führt zu einer kürzeren Druckzeit und einem geringeren Filamentverbrauch. Das kubische Stütz-Infill funktioniert ähnlich, aber es wird automatisch dichter, nur abhängig vom Abstand zur nächstgelegenen Deckschicht.
Druckzeit pro Merkmalsanalyse
Die Legende in der Vorschau zeigt jetzt eine Aufschlüsselung der Druckzeit nach Merkmalen. Sie können auch auf eine der Funktionen klicken, um sie in der Vorschau auszublenden.
Standalone G-Code Viewer Anwendung
Der PrusaSlicer G-Code Viewer ist eine leichtgewichtige Anwendung, mit der Sie schnell eine Vorschau von G-Codes aus allen gängigen Slicern anzeigen können. Sein Verhalten ist identisch mit der Vorschau in PrusaSlicer (es wird derselbe Code verwendet), allerdings können Sie eine externe G-Code-Datei laden.
Bessere automatische Anordnung mit einem anpassbaren Abstand
Die Funktion “Anordnen” ist neu anpassbar. Wenn Sie mit der rechten Maustaste auf das Symbol “Anordnen” in der oberen Symbolleiste klicken, öffnet sich ein Dialog, in dem Sie den Abstand zwischen den Objekten einstellen und die Drehung der Objekte um ihre Z-Achse während des Anordnens erlauben können.
Dialog Einstellungen übertragen / ungespeicherte Änderungen
Wenn Sie Änderungen an den Einstellungen vornehmen und sich dann für ein anderes Druckprofil entscheiden, wird Ihnen angeboten, Ihre Änderungen auf das neue Profil zu übertragen, die Änderungen zu verwerfen, sie als neues Profil zu speichern oder den Vorgang abzubrechen.
Bett mit Kopien befüllen Funktion
Die Funktion Bett mit Kopien füllen füllt das Druckbett mit der maximalen Anzahl von Kopien eines ausgewählten Objekts. Diese Funktion ist über das Kontextmenü zugänglich, nachdem Sie mit der rechten Maustaste auf ein Objekt geklickt haben.
Suchfunktion für Einstellungen
Die neue Suchfunktion in der oberen Symbolleiste ermöglicht Ihnen einen schnellen Zugriff auf eine bestimmte Einstellungsseite und ein Parameterfeld. Die Suche ist sowohl von der oberen Symbolleiste von Platte als auch von den Druck-/Filament-/Drucker-Parameterseiten oder mit dem bekannten Tastaturkürzel Strg+F erreichbar.
Überarbeitete Funktion “Kreuzen der Kontur vermeiden”
Kreuzungen von Konturen vermeiden ist ein Algorithmus zur Minimierung von Kreuzungen externer Konturen während der Verfahrwege, was die Fadenbildung reduziert und die Druckqualität insgesamt verbessert. Der neue Algorithmus ist viel genauer und deutlich schneller.
Physikalische Drucker (Netzwerkeinstellungen)
PrusaSlicer trennt die physikalischen Druckeranschlusseinstellungen vom Druckerprofil in neue physikalische Druckerprofile.
Viele neue Druckerprofile von Drittanbietern
Dank der Einsendungen aus der Community hat PrusaSlicer jetzt mehr eingebaute Profile für Anycubic, Creality, Trilab und Lulzbot Maschinen.
.SL1 Archivdatei-Import
Es ist neu möglich, sowohl ein Modell als auch dessen Druckprofil aus einem bestehenden .SL1-Archiv zu importieren. Beachten Sie, dass das ursprüngliche Modell im SL1-Archiv nicht vorhanden ist, es muss aus den Slices rekonstruiert werden. Das importierte Netz wird sichtbar diskretisiert und die Stützen (wenn sie verwendet wurden) werden mit dem Objekt verschmolzen.
SLA Mini-Stützen
Mini-Stützen werden jetzt in Bereichen erzeugt, in die die normalen Stützen nicht passen würden.
Nicht-modales Einstellungsfenster
Sie können jetzt wählen, ob die Einstellungen in einem nicht-modalen Fenster angezeigt werden sollen (Configuration-Preferences-GUI). Dies ist vor allem bei einer Einrichtung mit mehreren Monitoren nützlich.
Einklappbare Seitenleiste
Die Seitenleiste kann mit einer Schaltfläche oder durch Drücken der Tastenkombination Umschalt+Tab ausgeblendet werden. Dies ist besonders nützlich, wenn Sie auf einem kleineren Laptop-Bildschirm arbeiten.
Neues Benachrichtigungssystem
Das neue Benachrichtigungssystem ersetzt einige der alten Pop-up-Fenster und informiert den Benutzer über mögliche Warnungen, Fehler oder Aktionen (Auswerfen von Wechselmedien).
Kopieren und Einfügen für Modifikatoren und benutzerdefinierte Einstellungen
Modifikatoren und benutzerdefinierte Einstellungen können jetzt kopiert und in ein anderes Objekt in der Objektliste eingefügt werden.
Anpassbare Infill-Verankerung
Die Verankerung von spärlichen Infill an einem innersten Perimeter wurde überarbeitet, so dass sich die Ankerlinien nicht mehr überlappen. Die Länge der spärlichen Infill-Anker kann mit dem neuen Parameter “infill_anchor” konfiguriert werden.
Schnellerer Start
PrusaSlicer startet jetzt deutlich schneller und hat einen Splash-Screen.
Weitere Änderungen
- PrusaSlicer kann jetzt in und von imperialen Einheiten konvertieren
- Zusätzliche Unterstützung für Repetier-Server-Druckhost
- Neuer horizontaler Schieberegler für die Ebenenvorschau
- Konfigurationsaktualisierungen verwenden jetzt https statt http
- Und wir haben das Einstellungsfenster überarbeitet, es hat jetzt Registerkarten.
Weitere Informationen finden Sie in den vollständigen Github-Changelogs: 2.3.0-rc2, 2.3.0-rc1, 2.3.0-beta3, 2.3.0-beta2, 2.3.0-beta1, 2.3.0-alpha4, 2.3.0-alpha3, 2.3.0-alpha2 und 2.3.0-alpha1.
VERSION 2.2.0
23. 3. 2020Zusammenfassung
- Mitgelieferte Profile für Fremddrucker
- SLA Aushöhlung (weitere Informationen in unserer Wissensdatenbank)
- Adaptive Elefantenfusskompensation (weitere Informationen in unserer Wissensdatenbank)
- Automatisch variable Schichthöhe (mehr Info in unserer Wissensdatenbank)
- Speichern in SD/USB, auswerfen (mehr Informationen in unserer Wissensdatenbank)
- 3MF-Miniaturansichten
- Filamentprofile Installation
- Bessere Pfadplanung
- Nachladen von der Festplatte mit 3MF-Dateien (mehr Info in unserer Wissensdatenbank)
- Pause / benutzerdefinierten G-Code in einer bestimmten Höhe einfügen (mehr Informationen in unserer Wissensdatenbank)
- Farben im Farbdruck mit einem Farbwähler zuweisen
- Farbdruck für die MMU2 (mehr Informationen in unserer Wissensdatenbank)
- Kleinerer Wischturm ohne spärliche Schichten (mehr Informationen in unserer Wissensdatenbank)
- Mindestdickeneinstellung oben/unten (mehr Informationen in unserer Wissensdatenbank)
- Sequenzieller Druck (Reihenfolge der Objekte, Beschriftungen in der 3D-Ansicht) (weitere Informationen in unserer Wissensdatenbank)
- 3dconnexion SpaceMouse-Unterstützung (kostenlose Kameraunterstützung) (weitere Informationen in unserer Wissensdatenbank)
- Grundformen direkt im PrusaSlicer hinzufügen (Kasten/Kugel/Zylinder)
- Besseres SLA-Pad Grundschicht um ein Objekt herum
- Rand-/Schürzenüberlappung korrigiert
- OSX-Dunkelmodus-Unterstützung (wir warten auf die Windows-Dunkelmodus-API)
- SLA-Statistik – Gewicht + Kosten
- Kreisel- und 3D-Wabenfüllungen folgen dem Umfang (Optimierung der Gyroidfüllung – weniger Segmente)
- Vorschau – Einfärbung durch die Lüftergeschwindigkeit
- FlashAir- und Astrobox-Unterstützung für den Host-Upload
- Überarbeitetes Tastaturkürzel-Fenster
- Übersetzungen (cs, de, es, fr, it, ja, pl, pt-BR, nl)
SLA Aushöhlung
Im SLA-Modus haben wir die Aushöhlung mit der Erzeugung von Drainagelöchern hinzugefügt. Das Aushöhlen eines Modells ist eine großartige Möglichkeit, den Harzverbrauch und die innere Spannung bei größeren Modellen zu reduzieren.
Mitgelieferte Profile für Fremddrucker
Wir werden mit Ihnen, der Community, zusammenarbeiten, um Profile für jeden Anbieter auszuwählen und zu verwalten.
Der adaptive Elefantenfußausgleich
Beim Drucken wird die erste Schicht gegen das beheizte Druckbett gequetscht und ist daher normalerweise etwas breiter als sie sein sollte. Der Elefantenfußausgleich ist ein praktisches Feature, das dies verhindert, indem die erste Schicht etwas geschrumpft wird. Frühere PrusaSlicer-Versionen haben jedoch auch dünne Linien geschrumpft, was ein Problem darstellte. Die neue adaptive Version respektiert nun dünne Linien richtig, schrumpft aber alles andere um den eingestellten Wert. Bei offiziellen Prusa-Profilen ist diese Funktion von nun an standardmäßig aktiviert.
Automatische variable Schichthöhe
Die variable Schichthöhe kann jetzt automatisch berechnet werden, aber Sie können die Höhenkurve immer noch manuell anpassen.
Speichern in SD/USB, Auswerfen
Wenn Sie eine SD-Karte oder ein USB-Flash-Laufwerk einlegen, erscheint automatisch eine spezielle Taste zum Speichern von G-Codes auf Wechselmedien. Und eine Auswurftaste ist auch hier.
3MF-Miniaturansichten
Gespeicherte 3MF-Projektdateien haben jetzt praktische Miniaturansichten, diese werden übrigens von prusaprinters.org unterstützt.
Installation von Filamentprofilen
Die Filterung von Filamentprofilen wurde dem Konfigurationsassistenten hinzugefügt.
Bessere Wegplanung
Die Wegplanung wurde verbessert und führt nun zu weniger Verfahrbewegungen.
Nachladen von der Festplatte bei 3MF-Dateien
Die Funktion “Von Festplatte neu laden” funktioniert jetzt auch in wieder geöffneten 3MF-Dateien. Diese Funktion eignet sich hervorragend für Fälle, in denen Sie eine neuere Version Ihres Modells erstellt haben und die alte Version in PrusaSlicer ersetzen möchten, ohne Dinge wie benutzerdefinierte Stützen oder Modifikatorennetze neu einrichten zu müssen.
Pause/ benutzerdefinierten G-Code in einer bestimmten Höhe einfügen
Ein von der Gemeinschaft stark nachgefragtes Merkmal ist das Einfügen einer Pause in einer bestimmten Höhe. Damit können Sie Magnete, Gewichte oder Muttern in Ihre Drucke einfügen. Und Sie erhalten Zeitschätzungen bis zu jeder Pause. Und auf ähnliche Weise können Sie jetzt einen benutzerdefinierten G-Code in einer bestimmten Höhe einfügen. Das ist für fortgeschrittene Benutzer nützlich, wenn Sie Kalibrierungs-G-Codes wie einen Temperaturturm erstellen.
Zuweisen von Farben im Farbdruck mit einer Farbauswahl
Beim Hinzufügen einer Farbänderung können Sie jetzt die Farbe auswählen und eine genaue Vorschau erhalten.
Farbdruck für die MMU2 & kleinerer Wischturm ohne spärliche Schichten
Wir haben Farbdruck für die MMU hinzugefügt. Dies ist ziemlich komplex, aber ein einfacher Anwendungsfall ersetzt den manuellen Farbwechsel durch einen automatischen Wechsel, der von der MMU durchgeführt wird. Apropos MMU, wir haben die Option hinzugefügt, den Wischturm ohne spärliche Schichten zu erstellen. Das reduziert den Filamentverbrauch und oft auch die Druckzeit.
Einstellung der Mindestdicke oben/unten
Sie können jetzt eine obere und untere Mindestwandstärke einstellen, was besonders bei der Verwendung der Funktion für die variable Schichthöhe nützlich ist.
Sequentieller Druck (Reihenfolge der Objekte, Beschriftungen in der 3D-Ansicht)
Das sequentielle Drucken folgt nun der Reihenfolge der Modelle in der Objektliste. Sie können die Reihenfolge einfach per Drag & Drop ändern. Außerdem können Sie durch Drücken der Taste E die Objektnummer und den Namen in der 3D-Ansicht sehen.
Weitere Änderungen
- 3dconnexion SpaceMouse-Unterstützung (kostenlose Kameraunterstützung)
- Basisformen können jetzt direkt in der 3D-Ansicht hinzugefügt werden.
- SLA-Statistik
- Wir bieten jetzt Builds für den Raspberry Pi4 an, so dass Sie den PrusaSlicer auf demselben Gerät wie z.B. einem Octoprint-Server betreiben können.
- Unter OSX haben wir Unterstützung für den Dark Mode hinzugefügt.
- Und wir haben das Fenster mit den Tastaturkürzeln überarbeitet.
- Weitere Informationen zu den vollständigen Github-Änderungsprotokollen: 2.2.0-rc5, 2.2.0-rc4, 2.2.0-rc3, 2.2.0-rc2, 2.2.0-rc, 2.2.0-beta, 2.2.0-alpha4, non-public 2.2.0-alpha3, alpha2 und alpha1
VERSION 2.1.0
16. 9. 2019Undo/Redo
Alle von der Druckplatte aus zugänglichen Aktionen sind nun rückgängig zu machen, einschließlich Objektauswahl, Aktionen in der Seitenleiste (Hinzufügen von Modifikatoren, Ändern ihrer Attribute). Wir glauben, dass wir die beste Undo / Redo-Implementierung in der Welt der FFF- und SLA-Desktop-Drucksoftware haben. 😉
Höhenbereichsmodifikatoren
Genauso wie Modifikatorennetze können Sie die Einstellungen für einen bestimmten Teil des Modells ändern. Modifikatorennetze sind jedoch geometriebasiert (z.B. definiert ein zylinderförmiger Bereich, wo keine Stützen erstellt werden sollen – Stützblocker), während Höhenbereichsmodifikatoren auf Höheninformationen basieren. So können Sie auf einfache Weise unterschiedliche Fülldichten für die Basis des Modells und für den Rest des Modells einstellen. Höhenbereichsmodifikatoren können auf verschiedene Weise verwendet werden, einschließlich der Änderung der Schichthöhe für verschiedene Teile des Modells.
SLA-Grundschicht (Pad) um das Objekt herum
Beginnend mit PrusaSlicer 2.1 ist es nun möglich, das Objekt direkt auf die Druckplattform zu platzieren und bei Bedarf Stützen zu generieren oder sogar ein Pad um das Objekt herum zu platzieren.
Perspektivische Kamera
Sie können nun zwischen orthographischer Kamera (alter Standard) und perspektivischer Kamera (neuer Standard) wechseln. Die perspektivische Kamera stellt unsere Sicht auf die Welt treuer dar (Objekte, die weiter von der Kamera entfernt sind, sind kleiner). Vielleicht fangen Sie an, die Kameras je nach Bedarf zu wechseln, denn jede von ihnen hat ihre Vorteile.
Werkzeugwege-Export als OBJ
FDM-Werkzeugwege können nun in eine OBJ-Datei exportiert werden, die von einem fotorealistischen Renderer gerendert wird. Die erste Idee und der Code stammt von Paul Arden, sehen Sie seine wunderbaren Renderings auf Twitter. Die Werkzeugpfade können exportiert werden, nachdem der G-Code über das Menü Datei->Exportieren->Werkzeugpfade exportieren erzeugt wurde.
Nutzerdefinierte Druckbettmodelle
PrusaSlicer unterstützt jetzt benutzerdefinierte Druckbetttexturen und Modelle #1875 #2169 #2496. Für die Textur des Druckbetts werden sowohl PNG- als auch SVG-Formate unterstützt. Die Bild- und Modelldateien werden dem Druckerprofil aus dem Dialog “Bettform” zugewiesen, und der vollständige Pfad zu diesen Dateien wird in den Druckprofilvariablen “bed_custom_texture” und “bed_custom_model” gespeichert.
Weitere Verbesserungen
- Teilweise Neuanordnung – ideal für eine Situation, in der Sie bereits mehrere Objekte auf dem virtuellen Druckbett haben und weitere hinzufügen. Sie können die neuen auswählen und anordnen, indem Sie Shift+A drücken, damit sie die Lücken zwischen den bereits platzierten Objekten schließen
- Max Skalierung – Wählen Sie ein Objekt, wechseln Sie in den Scale-Modus (die Taste S) und drücken Sie die Taste F, um das Modell so zu skalieren, dass es das gesamte Druckbett abdeckt
- Werkzeugwege Export – Sie können fotorealistische Renderings des G-Codes erzeugen
- Farbwechsel verbessert
- Überstzungen in die Tschechisch, Deutsch, Polnisch, Spanisch, Französisch und Italienisch
- Schnellerer Start
- Schnellere Baumstützstrukturen Generierung für die SL1 / MSLA 3D-Drucker
- Selektives Slicen
- Modifikatornetze und Modellteile können auf das Druckbett fallen gelassen werden
VERSION 2.0.0
15. 4. 2019- Namensänderung von Slic3r PE zu PrusaSlicer
- Benutzeroberflächenverbesserungen – Überarbeitete Benutzeroberfläche, um alle Leistungsmerkmale zur Verfügung zu stellen
- >Einfach / Erweitert / Expertenmodus – Green: sicher, mit dem ein Beginner experementieren kann; Yellow– der fortgeschrittene Benutzer kann diese Parameter ändern; Red– Experteneinstellungen, von denen die meisten nur berührt werden sollten, wenn Sie ein Profil für einen neuen Drucker erstellen
- Neue Symbolleisten, Symbole und Verknüpfungen – Sowohl die obere als auch die linke Symbolleiste wurden überarbeitet. Wir haben alle Symbole neu erstellt und die Unterstützung für Vektor-Icons implementiert.
- Alles direkt in der 3D-Ansicht
- Bewegungs-, Rotations- und Skalierungsgizmos + Objektmanipulierungs Seitenleiste – Wir haben neue Objektmanipulation Gizmos für die Versetzung, Drehung und Skalierung entlang aller drei Achsen hinzugefügt, anisotrope Skalierung wird ebenfalls unterstützt.
- Objektliste, Szenenhierarchie und Instanzen – Die Objektliste in der rechten Seitenleiste zeigt nun eine Hierarchie von Objekten, deren Instanzen, Objektparameter, Objektvolumen und Modifikatorennetze an.
- Benutzerdefinierte Stützstrukturen – Das Kontextmenü des Modells (Rechtsklick auf ein Modell) ermöglicht es Ihnen nun, Stützblocker und Verstärker zu erstellen.
- MSLA Slicing – PrusaSlicer ist der erste hochwertige Open-Source MSLA Slicer auf dem Markt.
- Farbwechsel direkt in PrusaSlicer
- Pearl Quellcode wurde in C++ umgeschrieben
- Projektdatei – Datei/Projekt speichern speichert nun eine 3MF-Datei mit allen Objekten, Einstellungen, Modifikatoren und deren Parametern.
- HiDPI-Unterstützung – Korrekte Skalierung auf hochauflösenden Displays
- Zeit & Materialverbrauchsschätzung wird nun vor dem Export berechnet
- Hintergrundberechnung – neu gestaltet, um zuverlässig zu funktionieren, nur die Slicing-Schritte, die durch die Benutzeraktion ungültig gemacht wurden, werden neu gesliced
- Multi-Materialverbesserungen – einfachere Zuweisung von Farben und mehr
- Octoprint Upload-Warteschlange – Senden an Octoprint hatte zuvor die Benutzeroberfläche blockiert
- “Slice now” und “Export” Buttons zu einem einzigen zusammengeführt.
- Unterstützung für OctoPrint Cancelobject Plugin – Dank an @supermerill
- Anisotrope Skalierung – halten Sie die STRG-Taste gedrückt und ziehen Sie einen Punkt des Skalierungs-Gizmo (nicht die Ecken), um den Maßstab des Modells in einer Achse anzupassen
Vollständiges Änderungsprotokoll bei Github.com
Der Freigabebeitrag und das Video unter prusaprinters.org
VERSION 1.41.3
12. 2. 2019- Druckerprofile für neue Druckervarianten – MK2.5S, MK3S, MMU2S
- Überarbeitete Konfigurationsassistent Benutzeroberfläche
VERSION 1.41.2
23. 11. 2018- Verbesserte OpenGL-Rendering-Leistung unter OSX Mojave
- Korrigiert einige Abstürze beim Slicen von Multi-Material-Drucken
- Korrigiert ungültige Extruderzuordnung nach dem Wechsel von einem Multi-Material-Druckerprofil zu einem Single-Material-Druckerprofil.
VERSION 1.41.1
27. 10. 2018- Benutzerdefinierte Stützstrukturen – Stütz Blocker & Verstärker Modifiziernetze
- Verbesserte Qualität der Stützstrukturen
- Multi Material Fehlerbehebung und Verbesserungen
VERSION 1.41.0
30. 8. 2018- Multi Material 2.0 Upgrade-Unterstützung
- Wischen in Infill und/oder in Object
- Überarbeitete Objektanordnung (Platz auf dem Bett)
- Genaue Druckzeitschätzungen für den Stealth-Modus
- “Restzeit bis zum Abschluss” Funktion implementiert (Firmware 3.3.0 oder höher erforderlich)
- Rotation & Skalierung des Objekts
- Verbesserte “out of build volume” Erkennung
- Verbesserter Wischturm
VERSION 1.40.1
5. 7. 2018- Erweiterung des Firmware-Updaters für den MK3 (ermöglicht Flash-Firmware 3.3.0 und höher mit Unterstützung der Lokalisierung auf CZ, IT, DE, PL und ES)
- Druckbettbild für MK2 und MK3
- Unterstützung für den NetFabb STL-Fixierungsdienst unter Windows 10
- Verbesserte Octoprint-Integration
- Verbessertes Laden von AMF-Dateien
- Fehlerbehebungen
VERSION 1.40.0
14. 6. 2018- Verbesserte G-Code Vorschau
- Automatischer Download von Voreinstellungen
- Druckerspezifische Symbole entfernt. Neues Einstellungsmanagement für alle Drucker und ein neuer Konfigurationsassistent
- Erweiterte Multi Material Unterstützung
- Vollständige Lokalisierung in 7 Sprachen (Tschechisch, Französisch, Deutsch, Italienisch, Polnisch, Spanisch und Ukrainisch)
- Erkennung, ob ein Modell in das Druckvolumen passt
- Gyroid Infill
- 3MF Formatunterstützung, AMF-Kompression
Und vieles mehr (siehe vollständiges Github Versionsprotokoll unten)