Résumé
Peinture Multi-Matériaux
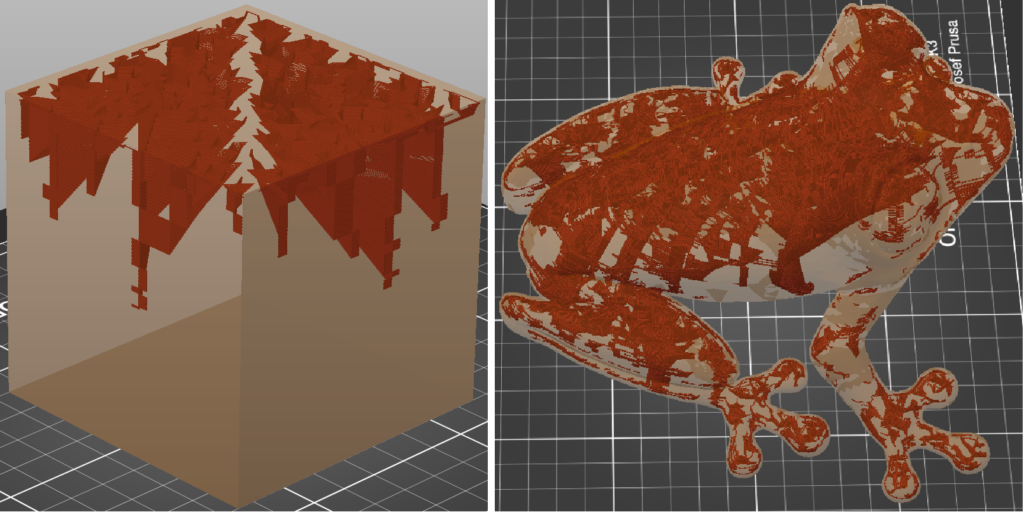
Pour rendre la coloration de modèles pour l’impression MMU rapide et facile, nous avons implémenté les outils Remplissage intelligent et Remplissage au pot de peinture. Lorsque l’outil de remplissage intelligent est sélectionné, lorsque vous passez la souris au-dessus du modèle, vous obtenez un aperçu en temps réel de la région à peindre automatiquement détectée. La peinture remplit une région sous le curseur de la souris jusqu’à une arête vive, avec un seuil d’angle réglable. Vous pouvez également échanger rapidement des patchs de couleur continus avec l’outil de remplissage au pot de peinture. Bien sûr, vous pouvez également zoomer et utiliser l’outil Pinceau pour peindre manuellement. Il divisera automatiquement les grands triangles en plus petits. Lors du découpage, les régions peintes sont intelligemment étendues vers l’intérieur, donnant aux différentes couleurs/polymères les meilleures chances de se lier.
Supports FDM améliorés
Nous introduisons un nouveau type de supports “Ajustés“. Ces supports maintiennent la forme du surplomb, de sorte qu’ils ne fuient pas vers les parois. Le compromis est la possibilité d’une stabilité moindre des piliers de support hauts et fins. Nous laissons les supports en grille par défaut, pour le moment.
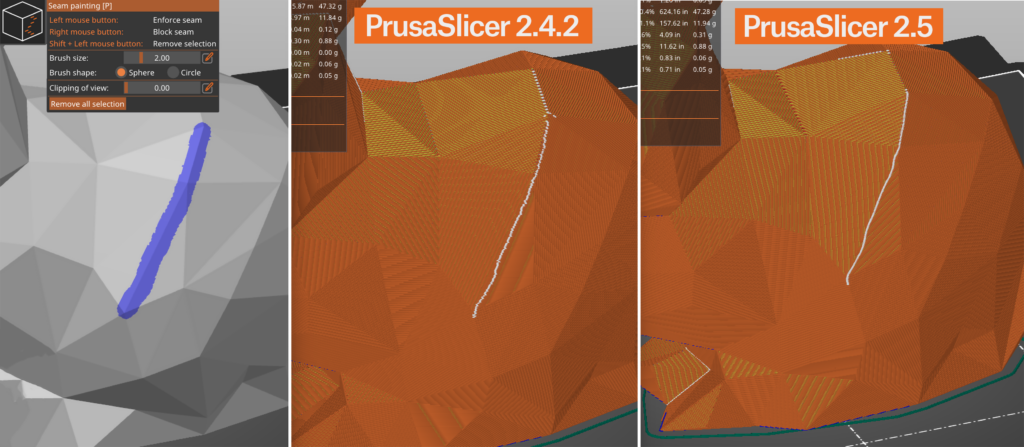
Vous pouvez désormais définir indépendamment la distance de contact du support supérieure et inférieure. Si vous activez “Support sur le plateau uniquement”, les colonnes de support seront coupées pour ne pas atterrir sur le dessus de l’objet. L’extension de la première couche est maintenant paramétrable (demande très courante). Les impressions au-dessus d’un radeau (raft) sont désormais plus belles. Lorsque vous utilisez des générateur de supports (peinture ou formes de modification), ils passeront outre les “support sur le plateau uniquement” et “ne pas supporter les ponts”. Vous pouvez mettre en évidence les surplombs lorsque vous peignez des supports. En utilisant une nouvelle case à cocher, vous pouvez limiter les coups de pinceau uniquement aux triangles en surplomb en surbrillance. Enfin, l’outil “Remplissage intelligent” est également disponible lors de la peinture des supports.
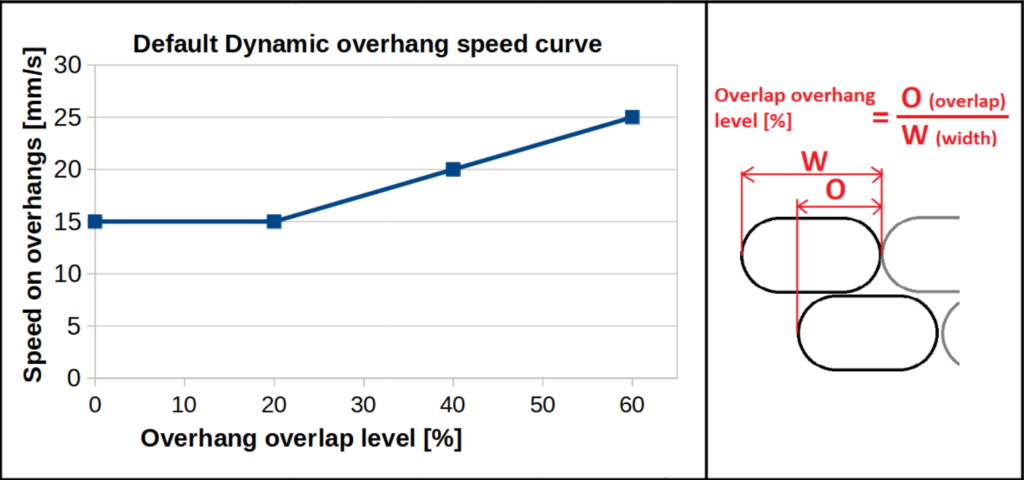
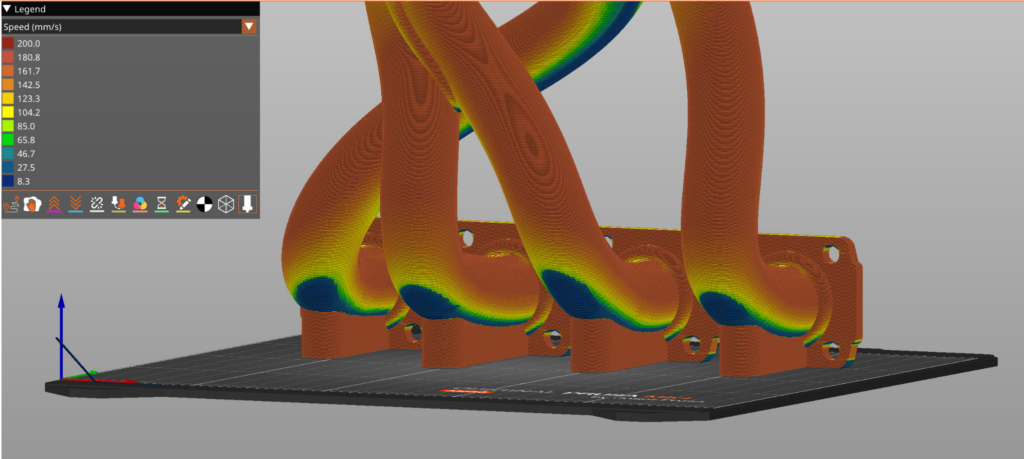
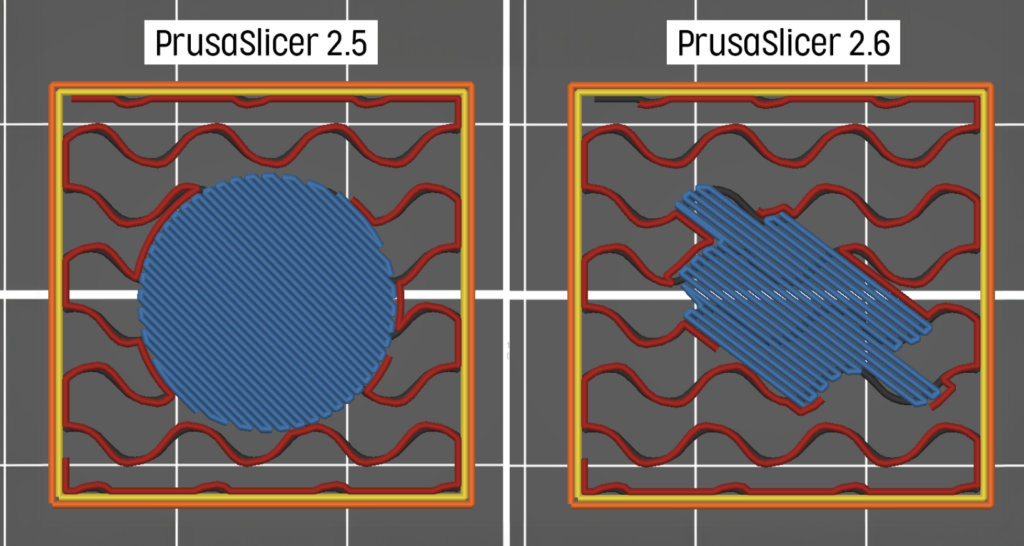
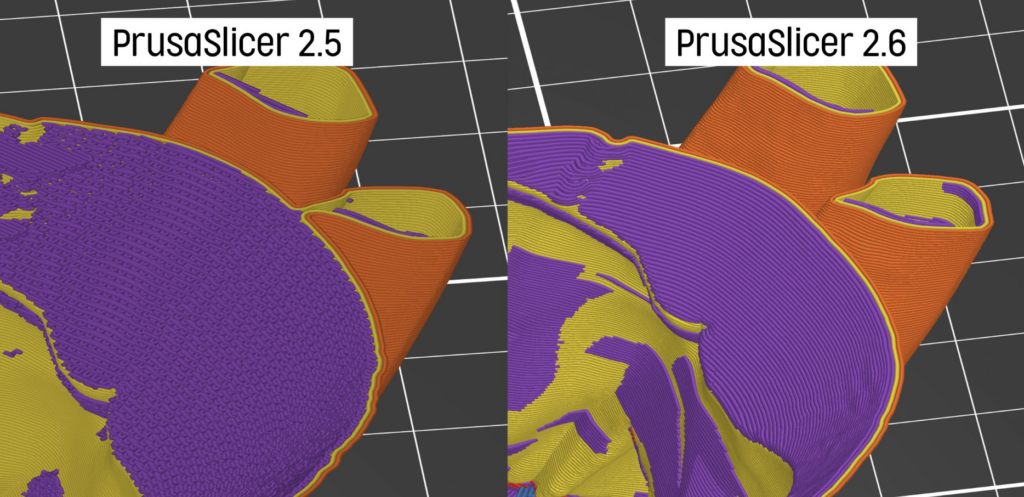
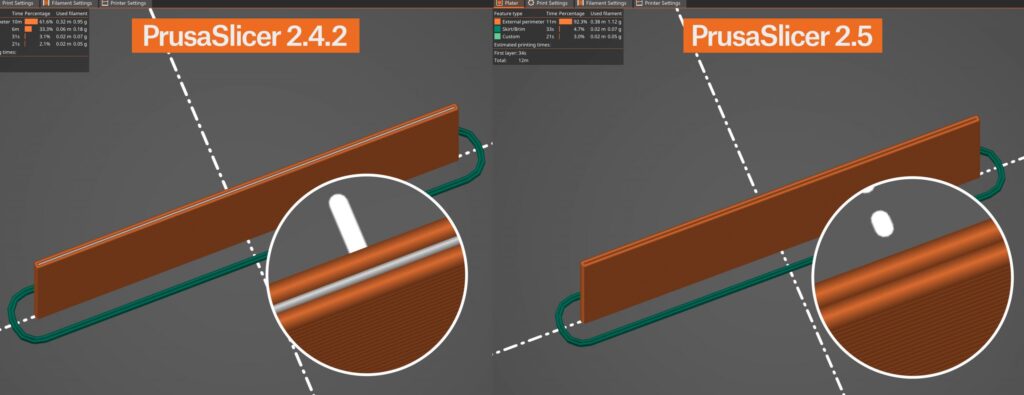
Nouveau mode de pontage
Le nouveau comportement par défaut utilise la hauteur de couche actuelle pour le pontage, ce qui rend le pontage fiable pour des distances plus courtes, mais beaucoup plus jolis. C’est la stratégie que la plupart des slicers modernes utilisent. Vous pouvez revenir à l’ancien comportement en activant l’option “Ponts épais”. Étant donné que la première couche solide au-dessus des supports utilise les réglages de pontage, cette modification a également un impact important sur l’apparence des surplombs supportés.
Galerie de formes
La nouvelle galerie de formes intégrée offre un moyen rapide et facile d’accéder à vos modèles les plus utilisés, que vous les utilisiez comme modificateurs ou à placer sur le plateau et à imprimer. Les formes par défaut incluent des primitives de base (cube, cylindre, sphère…) ainsi que d’autres objets utiles, comme un disque d’aide ou un symbole de recyclage. Vous pouvez étendre la bibliothèque avec vos propres modèles. Si vous ajoutez un modèle, il obtiendra une vignette générée automatiquement. Cependant, vous pouvez remplacer la vignette PNG générée par votre propre image.
Surface Irrégulière
La surface irrégulière vous permet de créer une texture rugueuse semblable à une fibre sur les côtés de vos modèles en décalant de manière aléatoire les points du périmètre. Elle produit des résultats étonnamment agréables adaptés aux manches d’outils ou simplement pour donner à la surface d’impression un nouveau look intéressant. Ou pour masquer les imprécisions d’impression. Vous pouvez également utiliser des modificateurs pour appliquer une surface irrégulière uniquement à une partie de votre modèle.
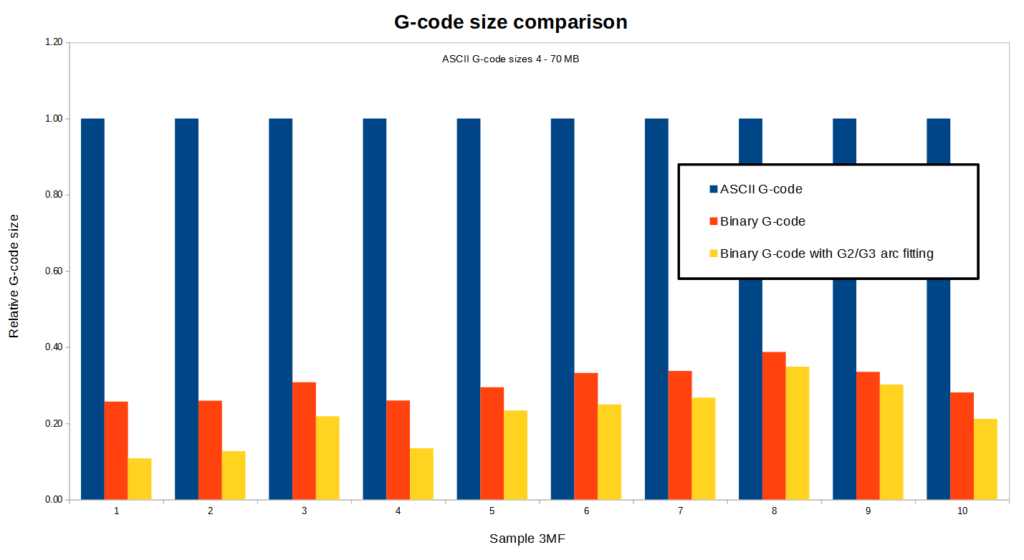
Génération de G-code 2-4× plus rapide
Nous avons parallélisé et optimisé l’export de G-Code. Il en résulte une amélioration significative des performances. Le temps total de découpage est maintenant 2× à 4× plus rapide, avec une vitesse plus élevée obtenue sur les processeurs haut de gamme avec de nombreux cœurs et threads.
Mode sombre sous Windows
PrusaSlicer prenait déjà en charge le mode sombre sur OSX et Linux, sur la base de la demande générale, nous avons également implémenté le mode sombre pour Windows.
Bordure pour les objets individuels, bordure intérieure
Les paramètres de bordure sont désormais spécifiques à l’objet. Cela signifie que vous pouvez activer la bordure uniquement pour certains objets, utiliser différentes largeurs de bordure pour des objets individuels, etc. Ce changement apparemment mineur a nécessité une modification étonnamment importante du code de PrusaSlicer. Vous pouvez désormais également choisir de générer une bordure extérieure, une bordure intérieure ou les deux.
Volumes négatifs
Le volume négatif permet de soustraire un maillage d’un autre. De la même façon dont fonctionnent les opérateurs booléens dans d’autres programmes 3D. De cette façon, vous pouvez, par exemple, créer des trous facilement redimensionnables directement dans PrusaSlicer. Ou vous pouvez charger l’un des objets de la nouvelle galerie de formes en tant que volume négatif.
Changement de couleur automatique pour les logos et signes
Lorsque PrusaSlicer détecte que le modèle ressemble à un logo ou à un signe, une notification vous proposera d’ajouter automatiquement des changements de couleur aux bonnes hauteurs. Cette fonctionnalité a été proposée par Richard Horne, merci pour la suggestion ! Cela vous fait gagner du temps et élimine les conjectures liées à l’insertion des changements de couleur à la bonne hauteur.
Notifications du conseil du jour
Nous présentons des conseils “Le saviez-vous” dans une notification, fournissant souvent un lien hypertexte pour mettre en évidence un élément de l’interface utilisateur (bouton de la barre d’outils, paramètre de configuration) ou pour ouvrir la documentation dans un navigateur web. Chaque fois que vous lancez PrusaSlicer, une notification d’astuce s’affiche. Vous pouvez les désactiver dans les préférences.
Simplification du modèle
Vous pouvez désormais réduire le nombre de triangles dans un maillage à l’aide de la fonction Simplifier le maillage. Cliquez avec le bouton droit sur le modèle et sélectionnez Simplifier le modèle dans le menu contextuel. Vous pouvez limiter la simplification soit par niveau de détail soit par le ratio de triangles à supprimer. Cette fonction peut également être utilisée pour créer “l’effet low-poly” directement dans PrusaSlicer.
Prise en charge des modèles d’avion de 3DLabPrint
Pour permettre le découpage des modèles de 3DLabPrint, PrusaSlicer implémente une nouvelle option “Mode de découpage”, permettant de basculer entre la règle de remplissage “Positive” (par défaut) et “Paire / Impaire”. Utilisez l’option “Paire / Impaire” pour découper correctement les avions de 3DLabPrint. Encore une autre nouvelle option de “Mode de découpage” “Fermer les trous” permet à PrusaSlicer de remplir toutes les structures internes.
Progression du téléchargement
Lorsque vous téléchargez le G-code via le réseau, une nouvelle barre de progression s’affiche en tant que notification spéciale. Et la boîte de dialogue existante “File d’attente de téléchargement de l’hôte d’impression” prend désormais en charge le tri par colonnes et une colonne de taille de fichier a été ajoutée.
Visualisation de la zone de collision pour l’impression séquentielle
Les zones de dégagement sont maintenant visualisées dans la scène lors du déplacement d’objets et en cas de collision. Cela permet de repérer très facilement les collisions potentielles.
Orientation automatique pour le SLA
Nous laissons désormais l’utilisateur choisir parmi 3 algorithmes d’auto-orientation différents :
- Meilleure qualité de surface
- Pentes des surplomb réduites (minimum de supports)
- Hauteur Z la plus basse (temps d’impression le plus bas)
Comparaison de profils
Vous pouvez maintenant facilement comparer les différences entre 2 profils avec une vue spéciale. Activez-la en sélectionnant Fenêtre-Comparer les préréglages.
Visionneuse textuelle de G-Code sur le côté
Lorsque vous faites glisser le curseur horizontal dans l’écran d’aperçu, vous pouvez inspecter l’ordre des mouvements sur la couche actuelle. Depuis peu, nous affichons également le G-code généré sur le côté gauche de l’écran, y compris le numéro de ligne. Cela peut être utilisé pour une analyse avancée du G-code.
Envoyer les informations système
Afin de concentrer nos efforts futurs, nous avons décidé de collecter optionnellement des informations générales sur les systèmes sur lesquels PrusaSlicer est couramment exécuté. Ces informations système nous aideront à arrêter la prise en charge des plates-formes obsolètes afin de nous concentrer sur le matériel et les systèmes d’exploitation à jour afin de réduire les coûts de maintenance, d’améliorer les performances de PrusaSlicer et d’apporter de nouvelles fonctionnalités. Les données de configuration du système collectées sont strictement anonymes et vous pouvez inspecter l’intégralité du contenu dans la boîte de dialogue “Envoyer les informations système”. Cette invite ne s’affiche qu’une seule fois. Nous tenons à remercier d’avance tous ceux qui décident de partager leur configuration système avec nous.
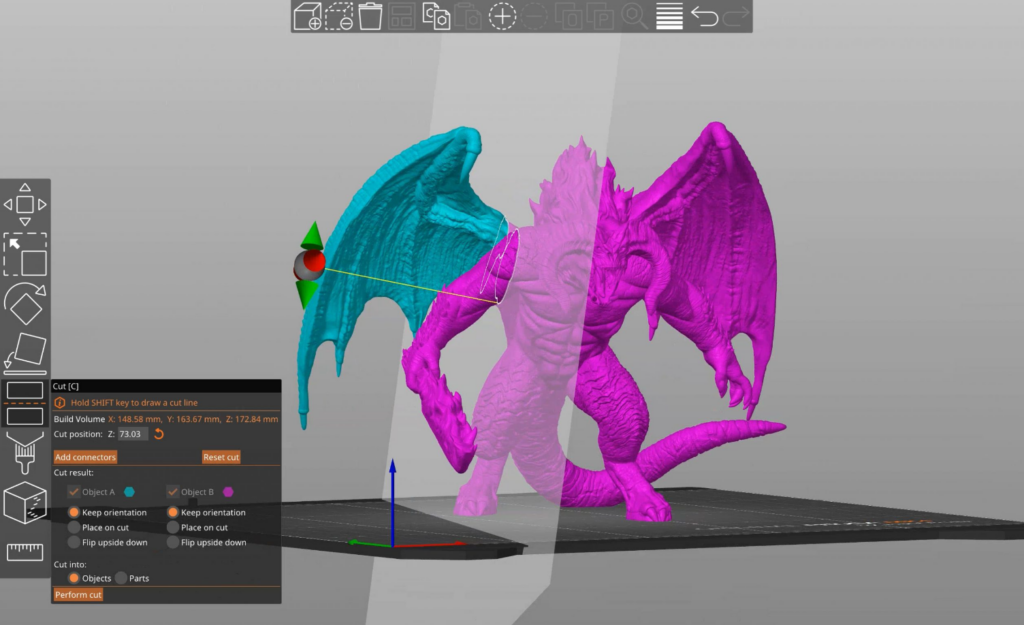
Déplacement de l’objet sous le plateau d’impression
Sur la base de nombreuses demandes, nous autorisons désormais le déplacement d’un objet sous le plateau d’impression pour n’imprimer que la partie de l’objet au-dessus du plateau d’impression. On peut dire que c’était déjà faisable avec l’outil “Couper”. Mais la nouvelle méthode est beaucoup plus simple à utiliser et très pratique, par exemple, si vous avez juste besoin d’aplatir la base d’un objet inégal pour l’imprimer sans radeau. Il y a aussi un nouveau bouton “Déposer sur le plateau” sur le panneau de manipulation d’objet pour déplacer l’objet vers le plateau d’impression. L’intersection du modèle avec le plateau est visualisée avec un contour blanc. Le déplacement d’objets sous le plateau d’impression n’est pas autorisé en mode SLA, pour l’instant. Cela rendrait le placement des supports SLA déroutant.